一、前言
我们经常会在Moldflow分析中预测到产品的困气问题,通过调整浇口位置、优化产品壁厚等方法可以改善排气,使之消除,或者将其推到分型线的边缘。在本文中的这个案例中,我们也用了同样的方法,但除此之外我们还做了更多的工作,而这整个问题解决的过程,是我想为大家介绍和分享的。
二、问题是什么?
图一:双色产品(一射+二射)
图二:二射产品
我们要讨论的是第二射产品的困气问题。在浇口位置定义且不可变更的前提下,二射产品的充填末端出现了图三所示的困气现象。
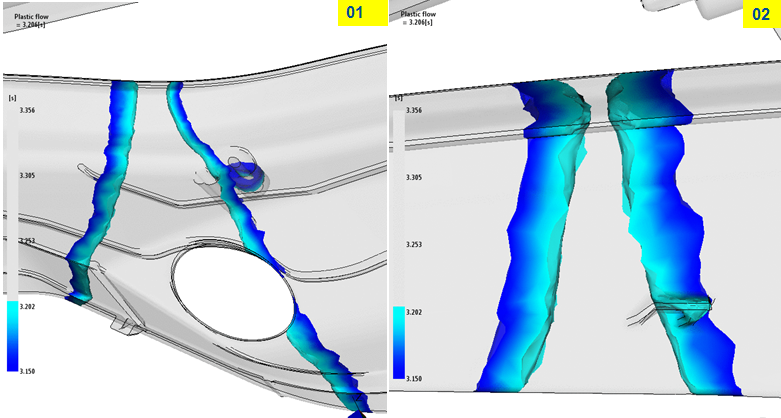
图三:二射充填末端困气图
图三-01是一个局部全景图,我们可以看到熔胶流动前沿在汇合的时候呈现出:上端先汇合,下端后汇合。整体来看,似乎是一个倒V型。这个倒V型来之不易,是通过了多次产品壁厚的调整,最终达到了这个效果。但是在图三-02中我们发现,在这个产品的最顶部,保留的一个很小的正V型,而这是不允许的。
通常我们的困气要赶到分型线上,通过模具本身的排气槽,排气沟排走,但是这个产品二射的上边缘是和一射产品相结合的地方,也就是说,无法通过分型面进行排气,那么再小的困气也是不允许的。
我们的分析工作停在了这里,即使又花费了更多的时间和手段来进行优化,但是产品结构上的限制,使得充填末端一直都存在正V型。
二、问题是不是问题?
在公司车灯设计准则中很明确的提出要避免掉正V型(涉及公司机密,不予展示),对此我认为是非常合理的,这条准则让我们在结构设计的最早期去优化壁厚设计。但是,对于分析工程师来说,却带来了很多的难点,尤其是在一二射向结合处涉及到客户外观造型的时候。尽力去优化,使倒V的角度足够大,是我们工程师一直以来努力的方向。然而针对前面提到的这个双色产品,二射顶端的小正V型,一直存在,我们努力让其尽可能的小,但是无法消除它。
我们通过收集了很多项目,仔细分析结果,都会发现这个充填末端不可避免的小正V型。

图四:一个案例
图五:另一个案例
V型无法消除但尽可能的小是不是就不会在产品上产生困气问题?这个困气在实际的产品表现的缺陷是以什么形式?是黑色的点、白色的点、短射、成型压力过大?这些都很难从仿真分析角度直接的得到答案,我们需要将分析结果和实际的产品进行关联分析。
幸运的是,我们找到了另外一个有类似的结构,且处于量产阶段的产品。
四、关联分析
我们找的类似产品正处于量产阶段,质量工程师的判定是没有明显的外观缺陷。我们告知了质量工程师我们重点关注的一二射结合处的困气区域,得到的回复依然是没有明显的外观缺陷。
我们认为这是一个突破口,可以说明一些问题。我们拿到了最新3D图档、全3D网格划分、当下量产稳定的成型参数、考虑水路等边界条件进行仿真分析,力求真实的反映实际情况。
分析结果如下:
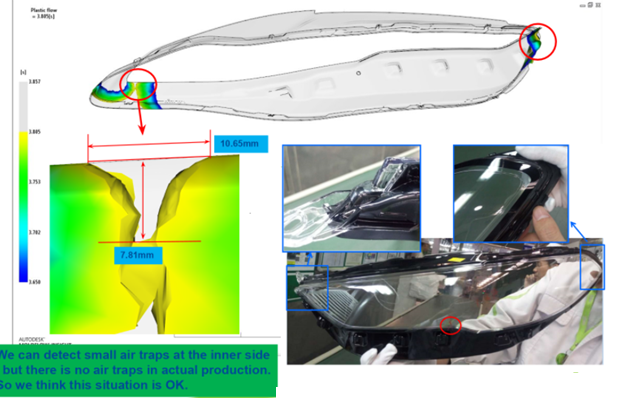
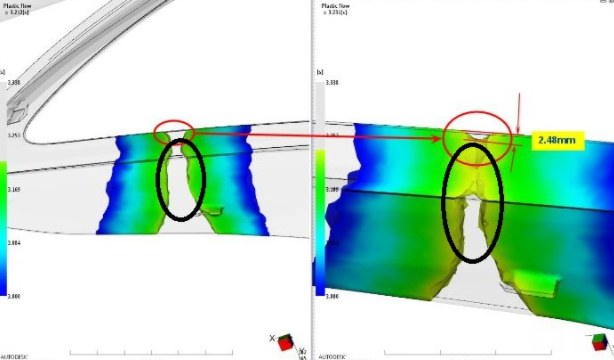
图六:模流分析和实际产品关联分析
分析结果显示一二射结合区域存在小的正V型,但是实际产品此处没有因为困气而产生的外观缺陷。
通过这次分析,我们建立的一个Moldflow分析准则:在宽10.65mm和高7.81mm以内的正V型困气,即使是在二射与一射相结合区域也不会导致明显的外观缺陷。接下来,我们将这个案例结论用到我们现在的产品上,再次优化结构,使其满足我们的结论。
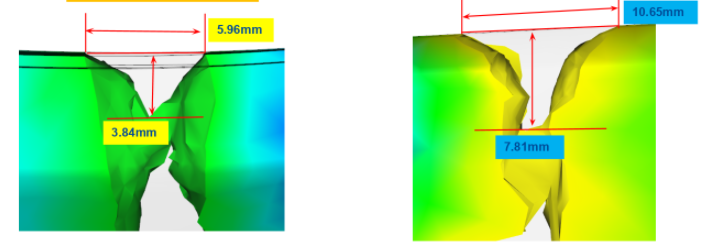
图七:基于参考标准的优化,左图为需要优化的产品,右图为参考产品。
优化之后的产品与我们的参考产品相比,从分析结果来看,要更好。我们用这个类比的方式,说服了我们的研发团队,项目开模继续走下去,没有影响到项目的开模节点。目前产品已经量产,我们关注的困气区域没有收到质量部门和客户有关外观缺陷的抱怨。我们很幸运的获得了一个最佳案例。
五、最佳案例
我们所定义的最佳案例,是基于项目的解决问题的实际措施,而不是仿真工程师根据理论给出的一个建议或想法,例如有困气的地方加排气,当然这个建议本身是没有错。我们将这个最佳案例整理成了一个很简单的准则,让大家以后遇到同样问题的时候应用它,通过应用它去质疑它,看看它能不能经得起质疑和挑战。
六、质疑和挑战
经得起挑战的最佳案例不会很多,因为要验证它可不可靠,本身要花上很长的时间,因为你要用完整的项目案例,直至量产阶段稳定的结果去校核它。
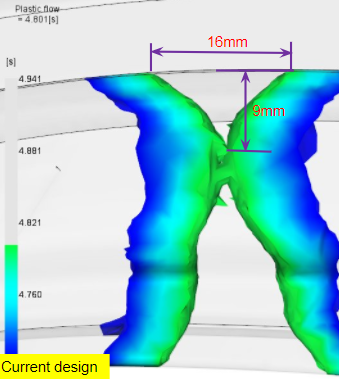
对这个双色困气的正V型尺寸定义。为了校验它的稳健性,我们进行了证据收集。没有出现外观缺陷的双色产品都满足了它所描述的定义。更重要的是,出现了困气缺陷的双色产品,我们也做了对比分析。
通过对比,探测到困气的双色产品正V型尺寸比我们的参考产品要更差。因此我们认为这个双色产品困气问题解决的最佳案例是较为可靠的。

七、稳健方法论的建立
这个困气的解决策略相当于模流分析针对不同工艺和产品建立了新的分析准则,我认为是很有意义的,只有建立这样更加贴合项目和实际应用本身的标准和交流方式,才能够设计出更为稳健的产品,毕竟我们仿真的目的是为了设计出更好的产品。
这样的思维可以用来创建企业更为完善的,更贴合自身状况的方法论,而这些方法论又是可以全行业推广的,推广的目的是在于接受质疑和挑战,从而更好的确定我们自身方法论的稳健性。
| 




