科学注塑法
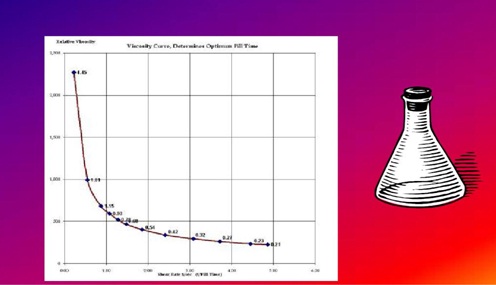
科学注塑法通过粘度曲线得到塑料粘度和剪切速率关系图,了解了这个图以后就可以知道,我用怎样的速度可以得到最低的注塑压力,从中得到最优化的工艺和曲线图,使我们的成型工艺趋势标准化和有可追溯性的依据。
1、基础知识:牛顿流体与非牛顿流体
塑胶是非牛顿流体,这意味着剪切应力和应变速度,不是线性关系这种关系也被称作粘度由剪切决定。
2、计算
剪切速率:1除以充填时间,也就是:1/(充填时间)
例:充填时间1.36S,
剪切速率是1/1.36=0.74 sec
3、相对粘度:相对粘度等于切换位置的压力乘以机器的增强比率乘以充填时间。
充填时间1.36S 切换压力1200 psi 增强比率12.5:1
相对粘度是=(1200psi)*(12.5)*(1.36sec)=20400 psi.sec
4、绘图:纵轴用相对粘度横轴用剪切速度
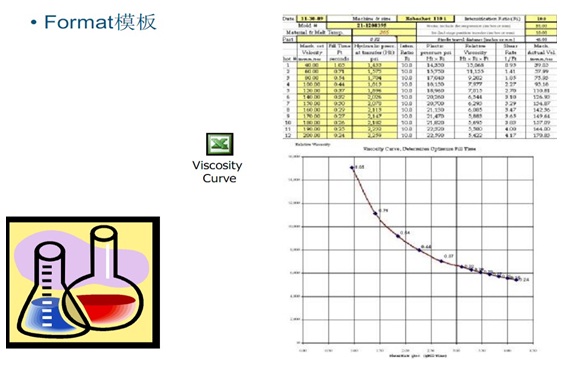
5、制作粘度曲线
1). 调整切换位置至可以充填产品的75%-80%,确保缺料样品能够从模具中顶出(确认第一段的压力限制,确保比实际切换压力大100Kgf/cm2 以上)。
2). 缓慢的增加射出速度直到成形机最大能力的90%-100%,在此之期间确保压力限制值比转换压力值大100Kgf/cm以上。
3). 调整切换位置使产品充满到95%-99%
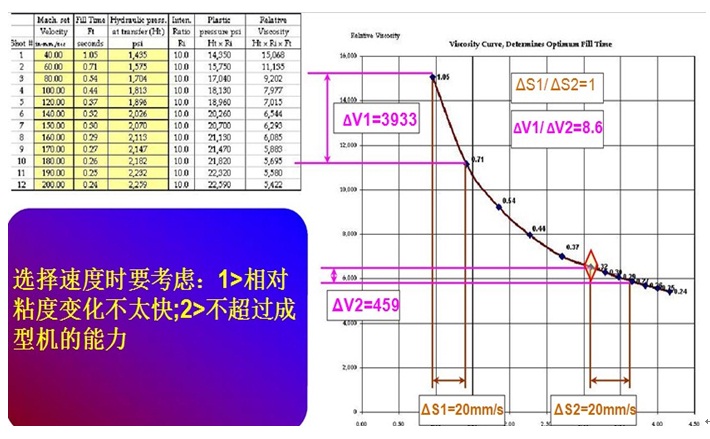
4). 为实验确定合适的一系列减少的射出速度值,根据范围选择合适的值共分为12个值。
5). 进行第一段(指充填)分析实验,记录相应速度下对应的充填时间和切换压力,保留实验中不同射出速度时的样品以备后续比较。
6). 将充填时间和切换压力的数据填入电子表单以供分析通常情况下当我们变更速度后要等至少3模后再记录下来相应的数值 。
7). 选择合适的充填时间,这一充填时间时是模具的规格,而且应当保持不变无论这个模具在什么样的机台上生产或这个模具用几个穴来生产。
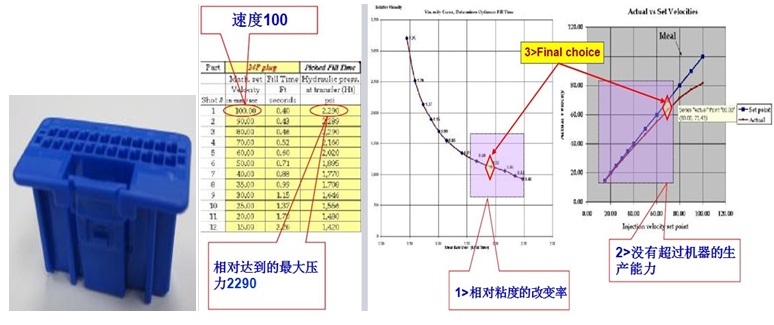
8). 利用选用的充填时间调整切换位置和射出速度使产品达到95%-99%的状态。
为什么粘度如此重要 :
粘度就是评估熔体在流动时,熔体不同速度层之间的互相阻力的一个度量。
其中塑料本身的粘性就是粘度。这个值的大小直接与注塑压力的大小有关系。即粘度越小,注塑压力越小。所以我们平时说有些产品的流动性好,就是指这种材料的粘度低。
通常我们无法直接对粘度进行评估,所以一般物性表上会有一个MFR或者MVR的值,中文叫做熔体流动指数。
一般的热塑性塑料都是假塑性流体,即熔体的剪切速率越大,熔体的粘度越小,熔体的粘度也随熔体温度的提高而变小,粘度曲线救市塑料粘度和剪切速率关系图,了解了这个图以后就可以知道,我用怎样的速度可以得到最低的注塑压力。
案例研究 1-如何选取充填时间
注塑机信息:Fanuc 15吨 注射速度0-350mm/s 最大注射压力2300kgf/cm
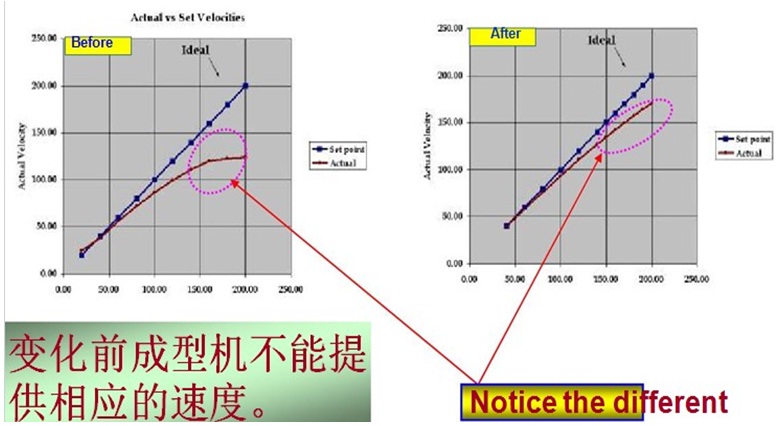
案例研究2-前后对比
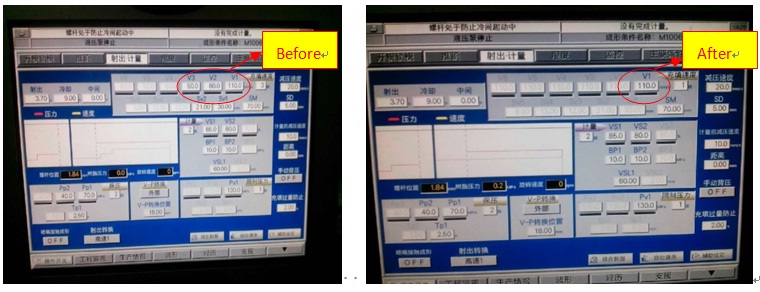
案例研究2-前后对比
案例研究2-前后对比:观察实际和设定速度
6、浇口封闭
1). 设定保压压力、时间以对塑件提供合适的充填和维持合理的残量,通常选择切换压力的40%-50%作为保压压力。
2). 设定冷却时间比计量时间长两秒钟以上。
3). 确认周期时间没有改变,让工艺稳定根据浇口大小和树脂材料的不同决定最大的保压时间。
4). 收集一模样品,注意相应的保压时间。
5). 减少保压时间一到两秒,增加相对应的冷却时间总体周期时间必须保持不变。
6). 收集另外的样品记录相应的保压时间。
7). 重复七到八步直到保压时间只有0.5s。
8). 称量不同保压条件下对应产品的重量。
9). 确定产品重量只有轻微变化的时间区间,在轻微变化点之前的那一时间即为浇口封闭时间。
7、压力损失
压力损失用以衡量压力在成形机的射嘴及模具流道系统中的损失情况。这样做我们可以收集数据以对模具及成形机进行改善。
根据浇口类型的不周有三种类型的分析
●冷流道系统
●热流道系统
●冷流道和热流道混合系统
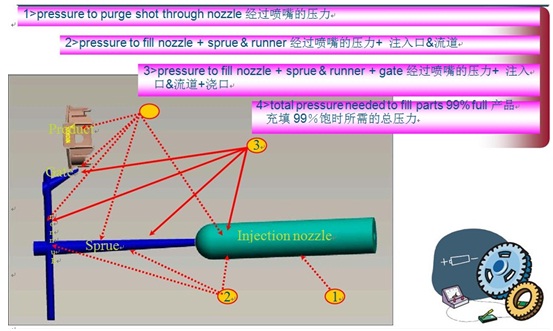
需要测量以下数据:
1). 经过喷嘴的压力
2). 经过喷嘴的压力+ 注入口&流道
3). 经过喷嘴的压力+ 注入口&流道+浇口
4). 产品充填99%饱时所需的总压力
如何获得数据 ?
我们可以从成型机的操作面板上直接读取相关数据,我们需要做的是根据测量数据的不同决定合适的注射体积 。
小结:
用正常的思维方法操作,通过科学注塑法选择合理的填充时间、保压时间、成型周期及各阶段压力损失情况,让我们的工艺得到稳定,对后期的模具改进及持续量产都有可行性的依据。