Moldflow在格尔翰汽车配件公司的运用及效益
一、格尔翰汽车配件(东莞)有限公司简介:
格尔翰汽车配件(东莞)有限公司是于2006年10月27日在东莞市相关政府部门的大力支持和东莞市石排镇田边经济联合社的积极协助下,由母公司美国格尔翰国际有限公司(GRAKON INTERNATIONAL INC)投资成立的外商独资企业,企业的位置座落于东莞市石排镇田边村大基工业园内,占地面积约为20,000平方米(绿化面积约7,000平方米,环境优美),各项基础设施齐全完善。 格尔翰经营范围是生产和销售汽车配件,产品主要有如汽车车灯、车内表板、驾驶室内各种塑料件、车厢名牌、汽车标志牌等,产品全部出口,主要销往美国、加拿大、墨西哥、欧洲、澳洲等国家与地区。
格尔翰汽车配件(东莞)有限公司 于2010年成功导入Moldflow软件,实现了格尔翰公司车灯产品在前期的产品设计或模具设计中预测中消除实际成型中可能出现的风险,并实现产品成型视窗的最大化,从而达到成本的最小化,在实际工作中,坚持以以预测为主,用现有的理论来指导预测,比照预测与结果,总结经验,完善并拓展理论。
以下是格尔翰运用Moldflow成功为公司节约成本案例。
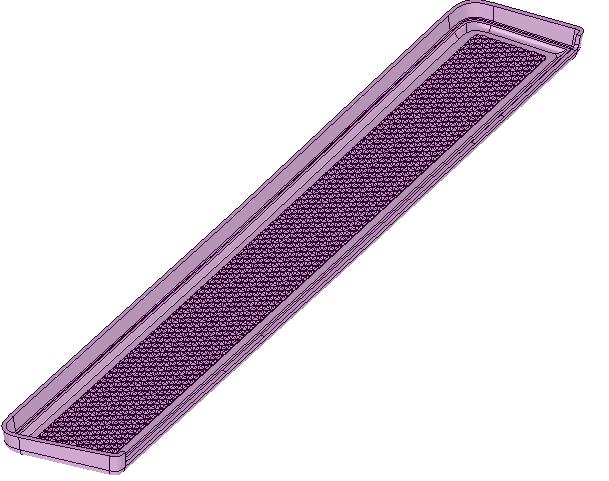
二、车灯反射镜
产品尺寸:350mm*45mm
分析第一步:最佳浇口位置分析
因为产品有外关要求,所以浇口个数不宜多,另外结合产品厚度及尺寸,一个浇口可以满足要求(通过Moldflow浇口位置分析验证,产品能够充满,且压力不超标),之后我们使用moldflow软件来验证的同时对比不同位置进胶的差异。
Moldflow分析结果:
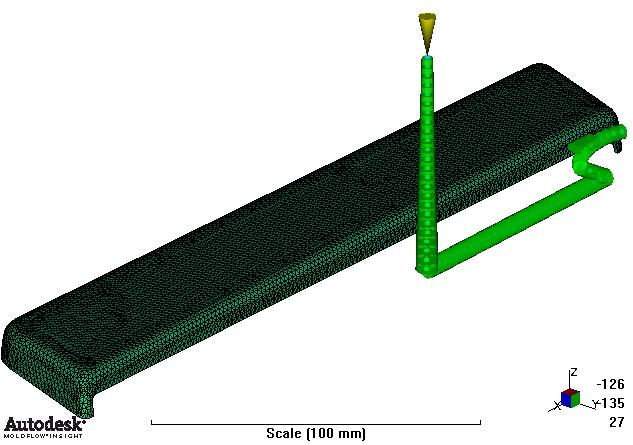
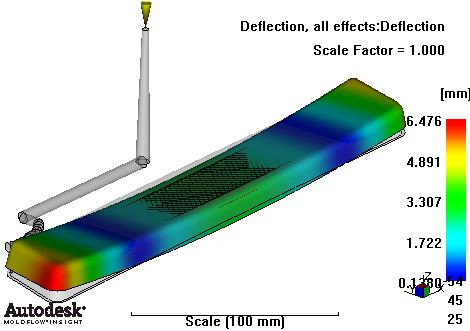
方案1:从产品侧面进胶
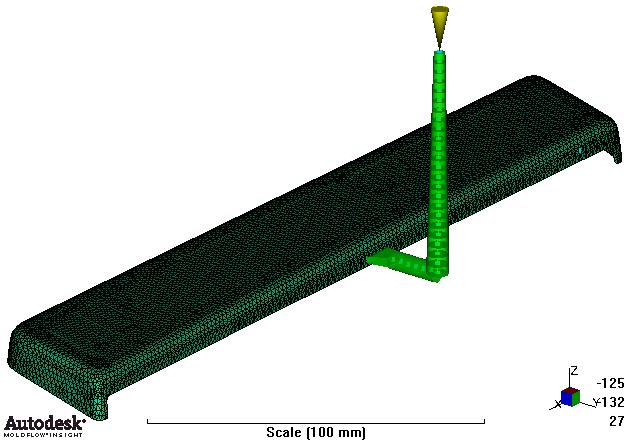
方案2:从产品中间进胶
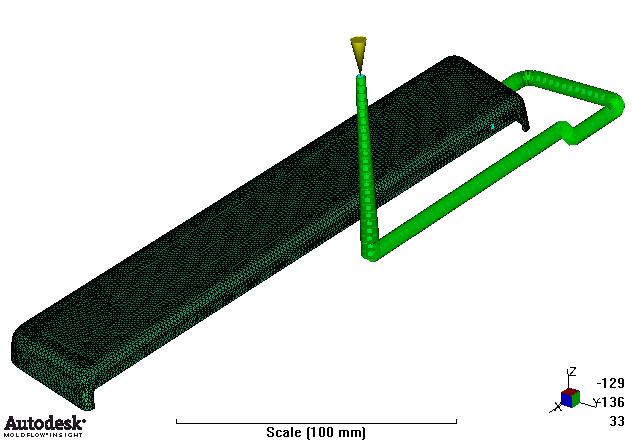
方案3:从产品一端进胶
采用3D 网格
说明:
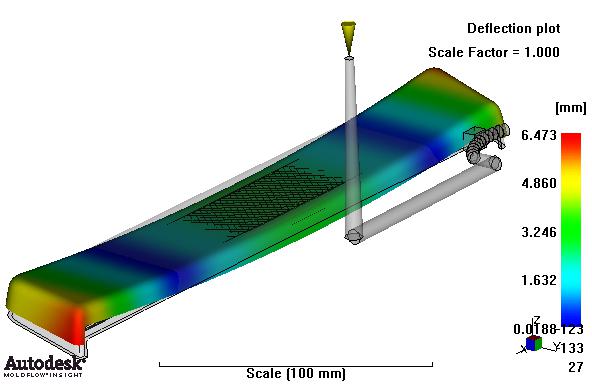
方案1:从产品侧面或者侧面1/3处进胶,这是长方形产品通常进胶原则,优点是产品变形比较小;
各方案变结果对比:
方案1:翘曲变形=6.47mm
方案2:翘曲变形=5.65mm
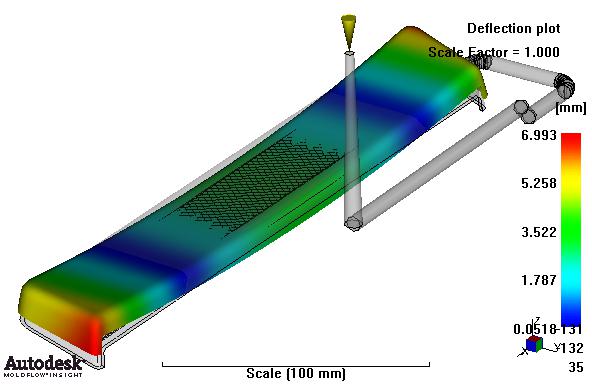
方案3:翘曲变形=6.99mm
结论:三种方案变形结果都很大,都不合格。
因为此车灯反射镜后续需要与灯体通过波峰焊连接,如果变形大会影响焊接效果,所以必须把产品变形控制在公差允许范围之内。
通过Moldflow变形影响因素隔离,发现收缩不均是导致产品变形的主要因素,因此我们的改善方向是调整产品结构(壁厚),直到收缩均匀;此时如果继续优化浇口位置或者水路排布,对变形的改善几乎没有效果,所以Moldflow对变形的优化方向具有指导意义。
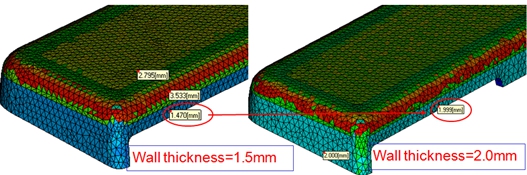
改善对策:
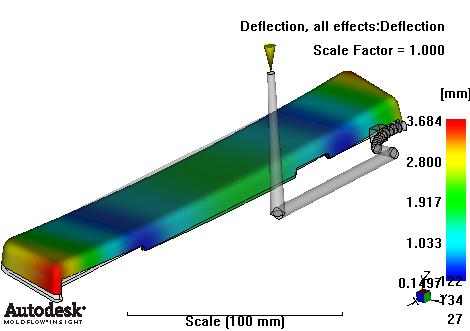
经过跟客户沟通,将产品侧壁厚度进行调整,具体方法是将侧面壁厚1.47mm增加到2.0mm。之后再进行变形分析。
变形验证:
产品结构优化之后,由于浇口位置影响因素比较小,我们采用之前的方案1浇口位置 进行变形分析,发现变形有了明显改善:
原始方案1:翘曲变形=6.47mm
优化结构后:翘曲变形=3.68mm
结论:
产品变形主要是由于壁厚收缩不均导致,在客户允许的前提下通过调整侧面壁厚,变形量有了大幅度的降低。如果产品结构有问题得不到及时调整,等到开模之后再通过反复改模修模发现没有效果,最后才发现是产品本身问题结构问题,这样的浪费会很大,开发周期也会很长,所以前期的结构确认、中期的模具设计优化、后期的参数优化都非常必要。
三、格尔翰Moldflow使用心得:
通过moldflow软件,我们在设计的前期对产品进行模拟,主要解决以下问题:
1. 产品设计阶段,进行结构确认。因为此时产品设计前期结构改动比较容易,及时的与客户互动,将模拟出来的变形量以及熔接痕位置,缩水等结果一一与客户沟通,这样客户对新产品后续的成型情况有一个整体的了解和把控,避免将前期问题带到后期的模具和成型中去,造成更大的浪费。
2. 模具设计优化。产品结构确认之后,在开模前期需要用到Moldflow进行浇口位置分析、水路排布分析,以及成型周期、成型机吨位、变形量的精确分析,给模具设计最优化的方案
3. 工艺优化分析及改模方案确认。模具方案确认之后,可以将实际的模具模型导入Moldflow进行工艺参数优化分析,找到最适合的注射时间、注射压力、保压时间及压力,以及模温料温,提供给成型工程师,避免从零开始盲目调机浪费材料。
4. 通过长期的实际以及总结,客户对于我们公司的模流分析报告的准确率是非常肯定,对于我们在报告中所反映的问题也是非常重视,经常和我们一起讨论解决的方法,便于双方更有效的沟通。