前言
Autodesk Moldflow Insight 2024对3D Flow和3D Warp解算器的改进,以更准确地预测纤维增强聚合物和液晶聚合物(LCP)的翘曲和残余应力。
此外,Moldflow Insight 2024还提供了使用新收缩模型的选项,该模型被称为3D网格的“收缩测试调整的机械性能”(STAMP)方法,下面称为STAMP。
该模型利用测量的收缩数据来校准聚合物的机械性能,以提高残余应力、收缩幅度和收缩各向异性的预测精度,从而提高翘曲变形预测精度。
本文使用收缩测试板成型的测量收缩值的大型数据集以及复杂零件成型案例研究的测量挠度数据,验证了残余应力模型和STAMP收缩模型的3D翘曲变形预测的变化。
一、STAMP收缩校准方法
用于通过流动分析计算残余应力并因此驱动翘曲分析的关键热机械材料特性是弹性模量、泊松比和热膨胀系数(CTE)。在含有纤维夹杂物的聚合物化合物的情况下,由于纤维夹杂物的排列,这些性质是各向异性的。
由于晶体和分子结构的排列,没有纤维的聚合物的性能通常也表现出一定程度的各向异性。
当不使用收缩校准模型时,可以通过使用标准拉伸试验(模量和泊松比)和热机械试验(CTE)设备在实验室测量程序中表征成型样品,获得每种特定聚合物的机械性能。
STAMP收缩模型通过使用从矩形板模制品获得的测量收缩数据来校准这些机械性能。这些同样的收缩成型数据,也用于校准CRIMS和残余应变收缩模型,用于中平面和双面分析。
在每种聚合物的收缩表征过程中,在三种不同的厚度下进行模塑,每种厚度下填料压力、注射速度和熔体温度都有变化。由于采用单侧浇口,在填充型腔的过程中发生单向流动,每个样品的成对定向收缩测量值被描述为沿流动方向和“垂直方向”流动方向。纤维材料在流动方向上强烈取向。
Moldflow公共材料数据库中有5000多种聚合物材料以及许多机密聚合物的收缩率测量数据,这些数据代表了多年的收缩特性测试。STAMP模型利用这些数据来提高3D分析的翘曲预测精度,而不需要对之前已经进行了CRIMS收缩表征的聚合物进行重新测试。
STAMP方法的第一步是校准所谓的压缩性值,该值表示测量的收缩结果对填料压力的敏感性。
校准压缩率是根据流动方向和垂直方向方向上的相应收缩测量值确定的,如下所示:
公式1
其中,对于流动方向或垂直方向方向,Ci是一系列模塑件i的可压缩性,这些模塑件仅通过填充压力而变化;Ni是该系列中的成型件数量;Si,j和Pi,j分别是该系列中每个成型件的测量收缩和型腔填充压力,以及Si和Pi 是系列i的平均收缩率和空腔填充压力。
一旦确定了每个测量方向的校准压缩率,就可以根据以下公式计算每个方向的校准CTE:
公式2
对于流动方向或垂直方向方向,αj是第j次成型的校准CTE,Pj是该成型条件下的空腔填充压力,Tsol是固化温度,Troom是测量收缩样品的室温。
对于含有纤维增强材料的聚合物复合材料,目标是校准聚合物基体的弹性模量、泊松比和CTE特性。然后,使用这些校准的聚合物基质特性,加上纤维的已知特性和局部纤维取向预测,通过微观力学计算聚合物化合物的各向异性、局部变化特性。
聚合物基质的校准性质是通过自动迭代优化过程获得的,其中要最小化的目标函数是匹配化合物的校准压缩率和CTE值的误差(来自方程1和2)。校准过程的细节可在美国专利申请17/959,221中获得。
二、求解器选项
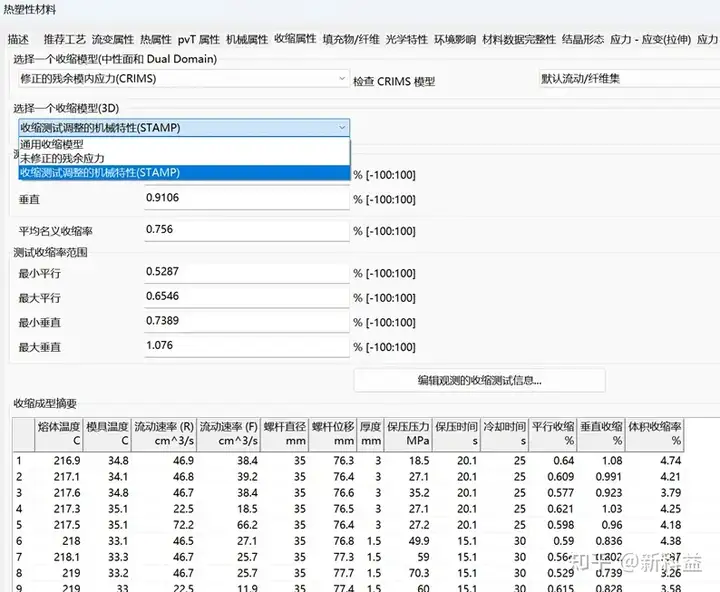
在Autodesk Moldflow Insight 2024软件中,可以在“材料数据”对话框的“收缩特性”选项卡上选择用于三维分析的STAMP收缩模型(请参见图1)。此选择仅适用于具有测量收缩数据的材料。
额外的收缩成型工艺信息包括在材料数据中,以支持STAMP校准工艺。因此,要在旧的研究文件中使用STAMP,有必要将材料数据从Moldflow 2024数据库或更新的udb文件重新导入SDY。
图1“材质属性”对话框中的收缩模型选择
三、与收缩成型数据的比较
3.1 未修正残余应力模型计算的验证
在Autodesk材料实验室获得的105种纤维增强聚合物化合物的测量收缩数据用于验证3D Fill+Pack分析中残余应力计算的变化以及随后的收缩和翘曲预测。对于每种材料,在矩形测试板的25种成型条件下在流动和垂直方向上测量收缩,这些测试板也用于校准CRIMS和STAMP收缩模型。25种成型条件包括厚度、注射速度、填充压力和熔体温度的变化。在该验证测试中,测量的收缩数据用于验证未校正残余应力模型的变化,而不使用收缩数据来修改或校准任何材料特性或残余应力值。
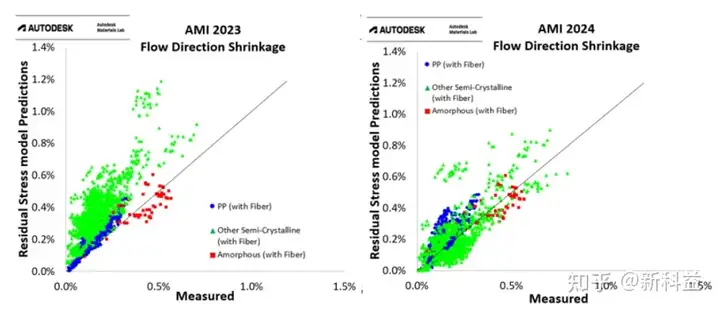
下图显示了矩形板中测得的流动方向收缩与未校正残余应力模型预测的流动方向收缩的比较。每个点表示聚合物材料的一种成型条件的收缩值(预测和测量)。图中给出了105种纤维填充聚合物的所有25种成型条件。图还包括一条对角线,表示测量值和预测值之间的1:1等效。靠近对角线的数据点是预测与测量值密切匹配的数据点。线上方的数据点是收缩预测过高的情况。Moldflow 2023和Moldflow 2024的预测与测量比较并排呈现,以突出2024版本中的预测变化。虽然无定形和聚丙烯(PP)基聚合物的预测收缩率在很大程度上没有变化,但对于其他含玻纤的聚丙烯半结晶聚合物的流动方向收缩率降低,因此有提高精度的强烈趋势。
图2 Moldflow 2023(左)和Moldflow 2024(右)的流动方向收缩率测量值与预测值的比较
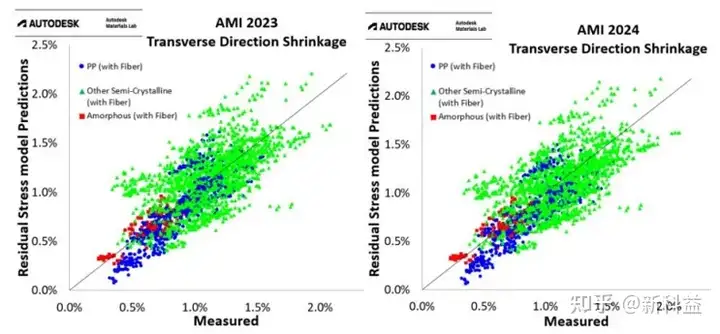
下图显示了垂直方向收缩的相应比较。
与之前的软件版本相比,Moldflow 2024版本的垂直方向预测收缩率只有适度变化。还要注意,由于纤维在流动方向上的强取向,垂直方向方向上的收缩值通常远大于流动方向的收缩值。
图3 Moldflow 2023(左)和Moldflow 2024(右)的垂直方向收缩测量值与预测值的比较
Moldflow 2024发布版中,没有纤维填料的聚合物的未校正残余应力模型预测没有变化,除了LCP聚合物,由于其高度取向的晶体结构,即使没有纤维增强,LCP聚合物也具有高各向异性。
3.2 STAMP校准模型的验证
用于3D分析的新STAMP收缩校准模型的收缩预测精度已经使用在STAMP过程中用于校准机械性能的相同模具收缩数据进行了验证。还将这些验证与未校正残余应力模型的验证进行了比较,以证明STAMP模型的优越预测精度。
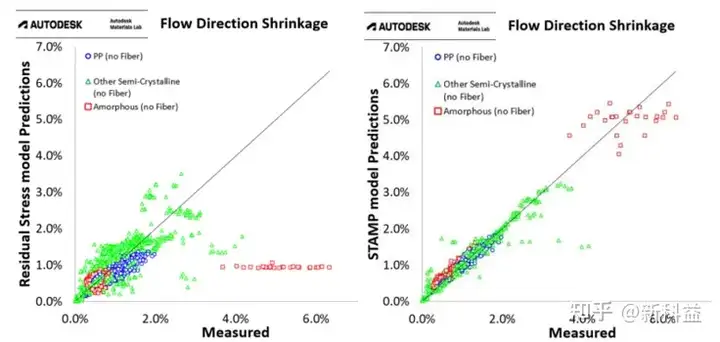
图4和图5分别显示了171种不含纤维填料的聚合物的实际成型收缩率和预测收缩率之间的流动方向和垂直方向收缩率比较。在171种材料中,61种是无定形的,70种是聚丙烯(PP),40种是其他半结晶材料。这些聚合物等级中有90个没有填料,61个有滑石填料,19个有一些其他球形矿物填料,一个有玻璃珠填料。每种聚合物包括25种成型条件,包括厚度、填充压力、注射速度和熔体温度的变化。Moldflow Insight 2024发布的预测收缩值显示了未校正残余应力模型和STAMP校准模型。实心对角线是显示测量收缩值和预测收缩值之间目标等效性的参考线。STAMP模型的数据点更紧密地聚集在对角线周围,这表明对于测试的非纤维填充聚合物,STAMP模型比未校正残余应力模型实现了更高的精度。
图4 流动方向收缩,171种非纤维填充聚合物的测量与未校正残余应力(左)和STAMP(右)模型预测的比较
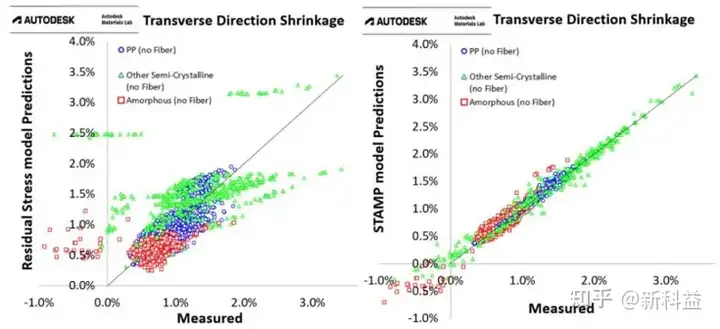
图5垂直方向收缩,171种非纤维填充聚合物的测量与未校正残余应力(左)和STAMP(右)模型预测的比较
值得注意的是,在图5中,两种材料显示出负的垂直方向测量收缩值。负收缩表示模制样品在从模具中顶出后在垂直方向(宽度)方向上轻微膨胀。这可能发生在软材料上,在这些情况下是PVC和TPU聚合物。这是因为在喷射之后存在强流动方向应力的释放。收缩响应的这种各向异性不是由未校正残余应力模型预测的,而是由STAMP校准模型预测的。
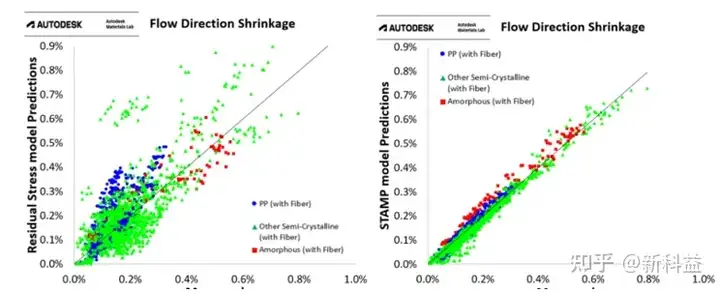
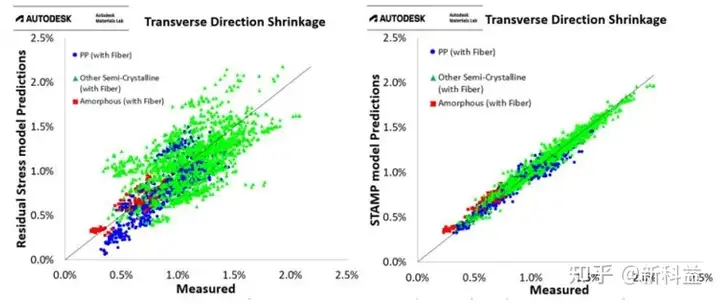
图6和图7分别显示了在Autodesk材料实验室中成型的106种纤维填充聚合物化合物的测量收缩率和预测收缩率的流动方向和垂直方向方向比较。在106种聚合物中,5种无定形聚合物,30种聚丙烯(PP),71种其他半结晶聚合物。
其中11种化合物含有长度超过1mm的玻璃纤维增强材料。预测收缩值均来自Moldflow Insight 2024版本中的3D分析,该版本使用默认的未校正残余应力收缩模型或STAMP(校准)收缩模型。同样,对角线参考线显示了目标的位置,测量值和预测值之间的1:1对应关系。每个数据点表示用于每种聚合物的25种成型条件中的一种。当使用STAMP模型时,数据点紧密地聚集在对角线周围,这表明与纤维填充聚合物的未校正残余应力模型相比,STAMP模型的准确性有所提高。
图6流动方向收缩,106种纤维填充聚合物的测量与未校正残余应力(左)和STAMP(右)模型预测的比较
图7垂直方向收缩,106种纤维填充聚合物的测量与未校正残余应力(左)和STAMP(右)模型预测的比较
3.3 复杂成型案例研究的比较
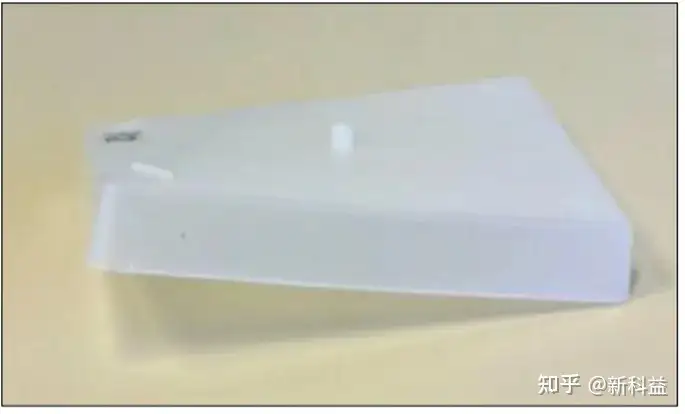
使用图8所示的薄壁托盘几何形状进行了STAMP方法的验证案例研究。该托盘使用未填充的PP聚合物,来自LyondellBasell Australia的Moplen EP301K成型而成。由冷浇道进行中心浇口成型,产品具有0.8mm的均匀壁厚和125 mm x 87 mm的整体零件尺寸。
成型过程包括30MPa压力保持5秒的保压阶段。产品成型后发生屈曲鞍形的变形。产品的一个角相对于其它三个角的平面的翘曲测量为17mm。
图8中央门控托盘
Fill+Pack和Warp分析是使用3D四面体网格进行的,该网格厚度方向划分8层。由于屈曲模式响应,使用10节点四面体单元进行了“大变形”分析,其中包括结构解决方案的几何非线性。
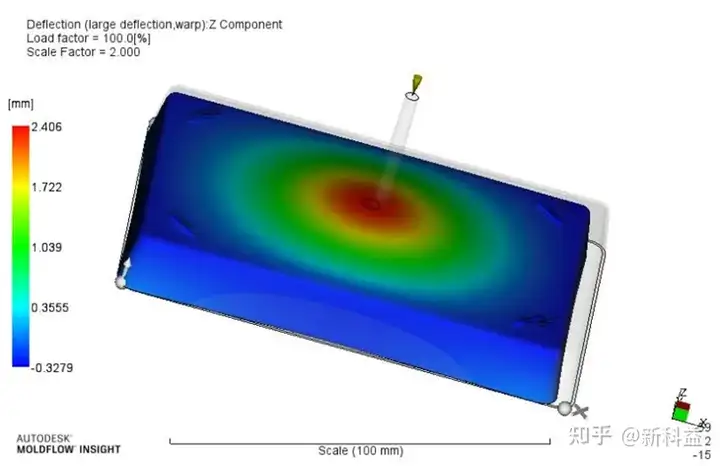
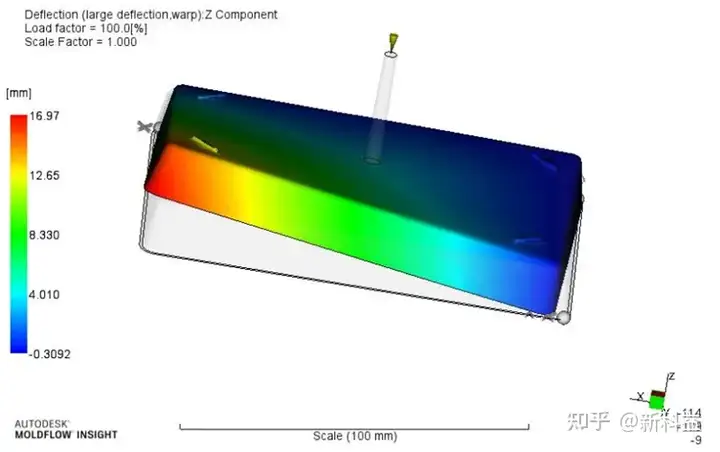
未校准残余应力模型和STAMP方法的挠度预测结果分别如图9和图10所示。残余应力法错误地预测了圆顶形状,而不是屈曲形状,中心的最大挠度仅为2.4 mm。STAMP模型正确地预测了屈曲形状,一个角的最大挠度为17 mm,与成型零件非常一致。
图9托盘成型翘曲形状的残余应力方法预测
图10托盘成型翘曲形状的STAMP方法预测
四、大量Warp验证
Autodesk在内部对20个客户成型案例进行了大量的研究,这些案例研究测量了实际成型的翘曲数据,并对材料进行了收缩测试。在这20种模塑制品中,17种是用纤维填充的热塑性塑料模塑的,3种是未填充的。
测量数据可以是特定位置的翘曲、两点之间的收缩、某些位置之间的挠度差、与圆形的偏差等。
有些测量数据是不精确的,只是定性的,例如“正”或“负”。
将翘曲预测与基线预测进行比较。如果预测的平均相对误差减少超过公差值,则我们将结果定义为“更好”,如果预测的相对误差增加超过公差值则定义为“更差”,如果变化小于公差值则我们将其定义为“相似”。
使用Moldflow Insight 2024对所有三种支持的收缩模型进行了翘曲验证测试:未校正残余应力(默认值)、一般收缩和STAMP。
请注意,为了进行比较,还使用Moldflow Insight 2023 AMI和未校正残余应力模型进行了分析。比较结果如表3所示,其中使用未校正残余应力模型的Moldflow Insight 2024预测用作基线。
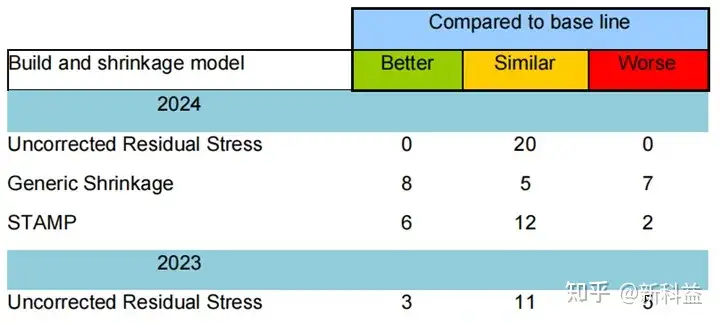
表3 Warp验证测试结果,比较基准为2024年未修正残余应力结果。
Moldflow 2024所有收缩模型的结果显示出比Moldflow 2023未校正残余应力预测更好的准确性。使用STAMP校准模型获得了最准确的结果。与Moldflow 2024未校正残余应力结果相比,STAMP有六种情况变得更好,而只有两种情况变得更糟。其中两个测试案例显示STAMP有所改善,现在预测的翘曲幅度与测量的挠度非常匹配。
|