目的
回顾浇口放置的设计原则,对盖子和其它制件模型作浇口位置分析。
意义
浇口位置的设置是决定制件最终质量的最关键因素之一。浇口的位置有很多要求和限制,包括制件设计、用处、制件外观和模具结构。
概述
通过浇口设计原则的回顾,使你了解浇口设计的背景知识。对几个不同的制件作浇口位置分析,并根据制件的要求对分析结果进行比较。
原理:浇口设置
浇口设置所要考虑的因素
决定一个制件的浇口位置时,应考虑以下因素:
- 浇口的设置应达到平衡充模
- 浇口应位于厚壁处
- 浇口应远离薄壁特征
- 浇口的设置应实现同向流动
- 必要时增加浇口以减少充模压力
- 增加浇口以防止过保压
- 所用模具的类型,是2板式还是3板式模具?
- 热流道还是冷流道,或者混合流道
- 所希望的浇口类型,如边缘浇口、潜伏式浇口等
- 由于制件的功能而对浇口位置的限制
没有固定的原则来决定浇口应该或不应该设在制件的什么位置。设计师不同,他所认可的浇口最佳位置可能不同。本节将讨论浇口位置设计的一些原则,与制件充模流动分析相关的人员应对这些原则予以重视。
浇口的设置应达到平衡充模
通常,进行流动分析的一个主要目的是在制件内达到平衡充模,当然是否平衡充模并不是轻易就能决定。当制件的各个远端在相同的时间,以相同的压力充满时,制件就达到了平衡充模。接下来的几页是对一简单的矩形制件作了四种浇口设计方案的例子,四种方案各有优缺点。
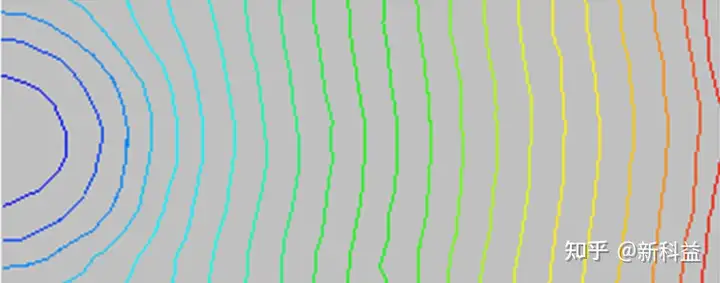
端部浇口
因为流动是单方向的,端部浇口被认为是平衡充模。这将引起沿制件长度方向的分子取向。这种浇口设置将减少制件的翘曲变形,尤其对非晶材料。其缺点是流动距离长,导致充模压力高,同时保压可能会有问题。当使用恒定的保压压力时,制件体积收缩率的变化增大,但该问题可通过使用下降的保压曲线来克服。
中心浇口
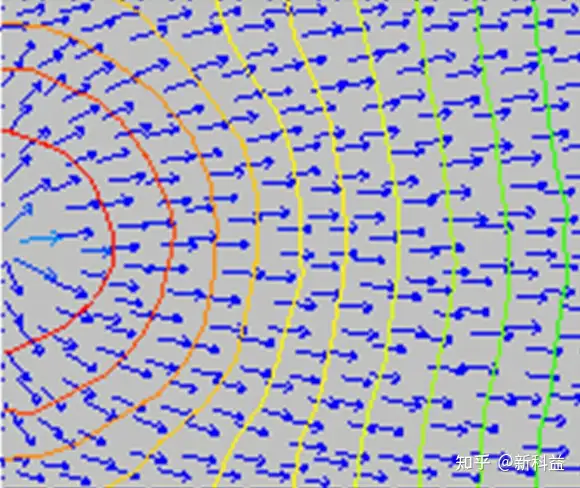
图117所示的中心浇口很好地实现了平衡充模,但并没有端部浇口好。问题在于开始时熔体流动前沿沿圆形扩展,逐渐变直,最后成为线性流动。这将产生一定程度的潜流,因为与到制件端部的流动距离相比,浇口到长边中点的流动距离非常短。根据制件的材料和结构不同,这又可能引起制件产生翘曲变形。当制件为圆形或正方形时,采用中心浇口比较好。
图116. 实现平衡充模的端部浇口
图117. 中心浇口,充分实现了平衡充模
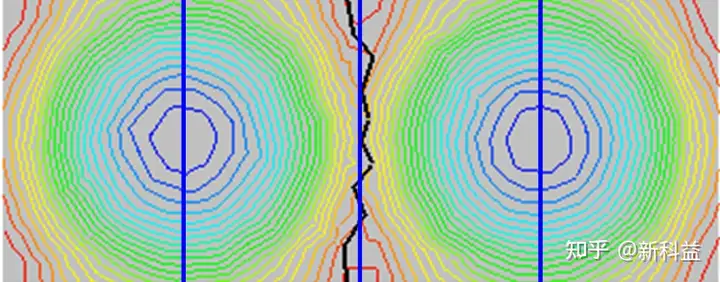
相同流程的两个浇口
当制件需要设置两个浇口时,浇口的位置非常关键。图118给制件设置了两个浇口,使浇口到制件端部的流程与浇口到熔接线的流程相同。把制件沿长度方向分成若干子模塑区,其数量是浇口数量的两倍,从而可计算出浇口的间距。浇口就设置在每两个子模塑区的边界上。这使得具有多浇口制件的充模达到最佳的平衡流动。每当我们给制件增加了浇口,每个浇口都应该充填大致相同的流程和体积。要做到这一点非常困难,对非几何对称制件有时是不可能的,但这是浇口设计的首要目标。
这样设计浇口的一个潜在问题是熔接线。熔接线的质量取决于其形成时流动前沿的温度和压力。当浇口这样设置时,熔接线在充填结束时形成,因此,浇口到熔接线的压力降比浇口靠得比较近的情况要高,同时,熔接线形成的温度也较低。
如果考虑翘曲变形,这样的浇口设置不会对制件中心产生过保压,从而减小制件的翘曲变形。
图118. 具有相同流程的两个浇口,充分实现了平衡充模
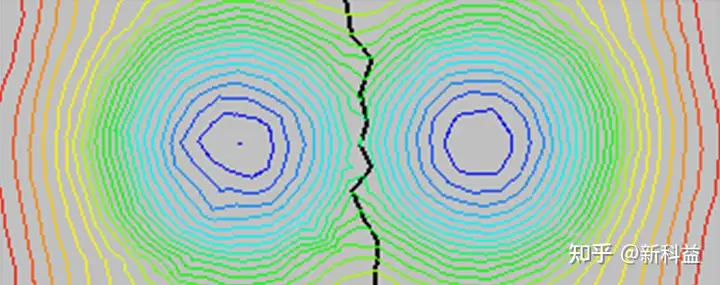
靠近制件中心的两浇口
这种浇口设置与上一种非常相似,但是是把制件沿长度方向分成若干个子模塑区,其数量等于浇口数加1,从而计算出浇口间距。在这种情况下,浇口相距较近,使得从浇口到制件端部的流动距离较长。
这样设置浇口的结果会导致浇口之间过保压,并可能使制件产生翘曲变形。因此,这种浇口形式没有图118所示的浇口形式受欢迎。但是,由于熔接痕距浇口近,形成时的熔体温度高,保压压力大,所以熔接痕的质量好。当熔接痕质量非常重要时,这种浇口设置就比上一种好。
图119. 靠近中心的两浇口,非平衡充模
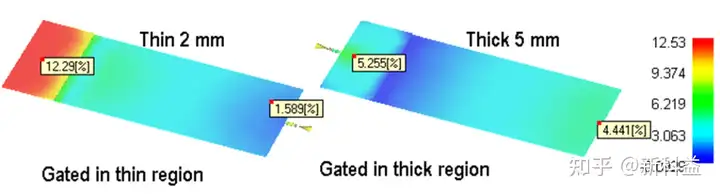
浇口应位于厚壁处
图120所示的制件有厚、薄两个区域,左边厚,其断面厚度为5mm;右边薄,其断面厚度为2mm。分别在左右两端设置边缘浇口,使浇口尺寸和流道尺寸完全相同,并使用相同的成型工艺条件。分析结果表明,同浇口设在薄壁相比,浇口设在厚壁时制件的体积收缩率均匀、而且低得多。
根据制件的使用情况,一般应把浇口设在厚壁处,尽管有时这样设置浇口并不能使制件很好地平衡充模。当使用半结晶材料或应严格控制制件的缩痕和缩孔时,这点尤为重要。
图120. 浇口分别设置厚、薄区域时,体积收缩率的比较
浇口应远离薄壁特征
当制件的壁厚变化较大时,为了避免迟滞现象,浇口应设在离薄壁特征尽可能远的地方。图121和图122所示的制件有两个特征,主板的厚度为2mm,筋板的厚度为1mm。两图具有相同的注塑成型条件。
在图121中,浇口靠近薄的筋板。当流动前沿到达筋板时,将分成两股料流。聚合物熔体会沿流动阻力最小的路径流动。因为在主板中流动所需的压力比在筋板中流动所需的压力要小得多,因此大多数聚合物熔体都将沿主板流动。这样,筋板中的料流速度非常慢,产生的剪切热少,最终将冻结而形成短射。
图121. 浇口靠近薄壁特征
在图122中,浇口设在制件的另一端。在这种情况下,当聚合物熔体到达薄的筋板时,制件的待填充部分已所剩不多。熔体在筋板中的向上流动同样会减缓,但已经没有时间冻结。虽然最后填充的区域仍然是筋板,但制件确实会充满。当使用半结晶材料时,由于其冷却快,这样的问题很可能发生。
通过使用快速注射,同时减少制件的壁厚变化,可以避免或减轻迟滞问题。
图122. 浇口远离薄壁特征
浇口的设置应实现同向流动
制件充模时,最好能实现同向流动。在充模过程中流动前沿不改变方向,就没有潜流产生。同时,分子取向和纤维取向会更加一致,这将使制件的翘曲变形产生巨大的差异。这一点对非晶和纤维填充材料非常关键。通常,同向流动即意味着浇口设在制件的端部,因此,它也可能有先前讨论的端部浇口所具有的相同缺点。
图123. 同向流动
必要时增加浇口以减少充模压力
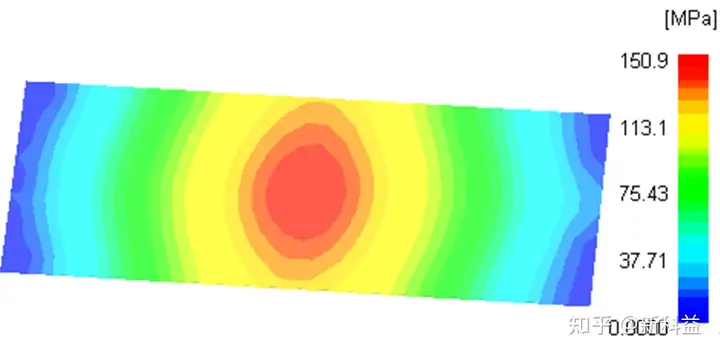
通常,需增加浇口使充模压力在注塑机的额定压力范围内。一般说来,不带浇注系统制件的充模压力应为注塑机极限压力的一半,约为70 MPa (10,000 psi)。当采用单浇口而充模压力超过压力极限时,必须把压力降低。降低充模压力的一个好方法是通过改变浇口位置来缩短最大流程。但如果流程缩短后压力仍然过高,就应当增设第二浇口。
为了降低充模压力,第二浇口的设置应使两个浇口填充大约相同的体积,并具有大致相等的流程,参见图124和图125。
图124. 一个浇口使压力过高
图125. 增加一个浇口以降低压力
通过增加浇口以防止过保压
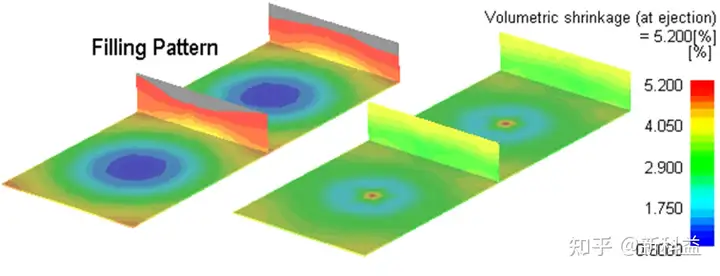
根据制件的几何结构,有时增加浇口使制件得到更好、更均匀的保压。在图126中,制件开设了一个浇口,基本实现了平衡充模。但是,由于中间的筋板靠近浇口而产生过保压,其体积收缩率很低。这可能导致翘曲变形问题,同时也可能使制件顶出困难。也许在设计浇口位置时还要考虑其它一些重要因素,但过保压始终是一个重要的影响因素。
在图127中,制件增加了一个浇口,中间的筋板靠近充填末端,使筋板的体积收缩率比单浇口时好得多。
图126. 单浇口,筋板过保压
图127. 两个浇口,避免了过保压
所用模具的类型
对于一个给定的制件设计,可能有几种不同的模具结构都可以制造出制件,包括::
- 是2板式模具还是3板式模具?
- 是热流道、冷流道,还是混合流道?
- 希望什么类型的浇口,是边缘浇口,还是潜伏式浇口,还是其它类型浇口?
- 由于制件设计而对浇口位置有什么限制?
- 型腔布置对浇口位置有限制吗?
- 还有其它限制浇口位置的模具结构吗,如侧抽芯、镶件?
除流动情况和翘曲变形外,还有很多限制浇口位置的因素。使用流动模拟,可以使我们在制件和模具结构的限制内,找到浇口的最佳位置。
|