原理:浇口与流道设计
浇口设计
浇口形式多种多样,即使是同一类型的浇口,也有许多差异,名称也不相同。下文将讨论最常用的浇口类型,它们可分为两大类:手工去除的浇口和自动分离式浇口。应该注意,下文所列的浇口名义尺寸只是一般指南,根据材料和应用场合的不同,这些尺寸可能变化很大。另外,材料供应商也可能为浇口设计提供极好相关信息。以剪切速率为指导的浇口尺寸模拟方法,将在下文进行讨论。
手工去除的浇口
手工去除的浇口需要进行二次加工处理,这通常由机床操作者来完成,这种浇口中的一些类型使用得十分普遍。然而,它的一个主要缺点是始终需要一个操作工来操作机器去除浇口,这就增加了制件成本。
边缘浇口
边缘浇口是手工去除的浇口中使用最普遍的一类,如图172所示。这种浇口也有许多不同的形式。边缘浇口的横截面为矩形,位于制件的分型面上。边缘浇口通常从分型面处单侧进浇,但也有双侧进浇的。边缘浇口的横截面可以是直的,也可以呈锥形。浇口尺寸包括:浇口厚度,宽度和长度。
浇口厚度方向垂直于分型面,通常小于浇口宽度,其名义尺寸为制件壁厚的25%~ 90%。边缘浇口厚度可以同进浇处的制件壁厚相同。浇口越大,越容易对制件进行保压,剪切速率也越低。然而,容易保压可能导致型腔产生过保压。浇口宽度通常为浇口厚度的2~4倍,但也可以小到同浇口厚度一样窄,大到浇口厚度的10倍或更多。浇口长度通常很短,常为0.25mm以下到3.0mm。制件越小,浇口长度也应该越短。如果边缘浇口有锥度,其锥度应该很小。边缘浇口可设计成在分型面与流道宽度方向或厚度方向上相切,也可设计成与流道两个方向上都相切。
边缘浇口通常用矩形截面的柱(beam)单元来构建,所需要的尺寸是宽度和高度(厚度),因此浇口至少应该有3个单元。
图172:边缘浇口
护耳式浇口
护耳式浇口是一类特殊的浇口,护耳与制件的接触面积很大,如图173所示。护耳式浇口只有一种可能的变化形式。 护耳式浇口的常见形式为:一个常规的侧浇口连在护耳一侧,护耳再同制件相连接。护耳式浇口使用于只能有非常低的应力的制件,如透镜或其它光学元件。浇口区域常伴随有高应力、变色、喷射等缺陷,护耳是防止这些缺陷产生的有效方法。护耳一般做得很大,通常采用机床二次加工来去除。与护耳相连的侧浇口在护耳之前冻结,保压时间由侧浇口的冻结时间决定。
护耳可以由柱单元构建,但是使用三角形单元构建护耳更合适。边缘浇口至少应该由3个柱单元构成。
图173:护耳式浇口
直接浇口
直接浇口通常为冷流道,它直接同制件相连,如图174所示。直接浇口用于较大的单型腔模具。直接浇口通常被认为是一种不好的浇口设计形式,因为直接浇口的截面比制件的名义壁厚大的多,这将成为影响模塑周期的主要因素,并导致制件产生过保压。直接浇口需要机加工去除,浇口去除后会留下一个大而显眼的痕迹。
直接浇口用锥形柱单元构建,通常先生成一条具有正确直径的曲线,形成锥度,再划分网格。
图174. 直接浇口
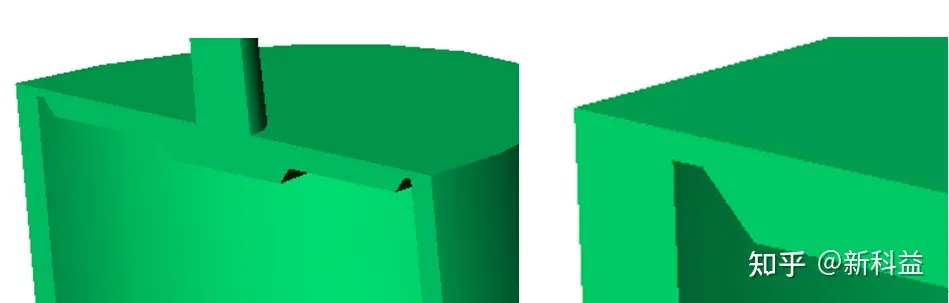
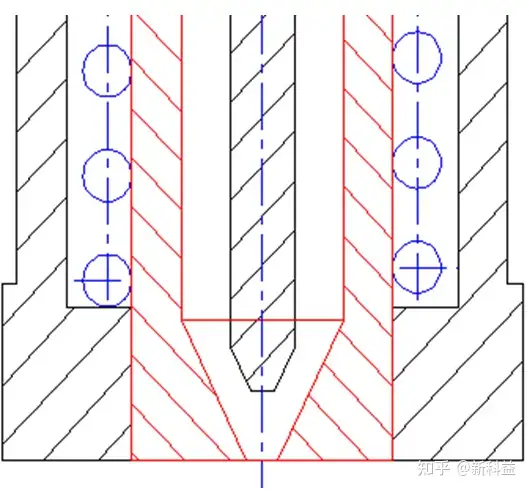
圆形内浇口
圆形内浇口用于圆筒形制品,位于制件的内部,圆形内浇口是天然对称的。设计圆形内浇口的目的是使进料均匀,在整个圆周上取得相同的流速,不会产生任何熔接痕,同时使制件沿着轴线方向产生很好的取向。
圆形内浇口主要由三部分组成:入口、分流道和小浇口。入口可以是主流道、热流道或三板式模具所采用的针点浇口。分流道为圆柱形,位于入口和小浇口之间,分流道通常较厚。小浇口是分流道和制件之间的狭窄通道,通常很薄。由于小浇口是圆筒壁的环形圆周,所以可以做得很薄,而不会在制件中引起高的剪切速率。薄的小浇口还有助于它的去除。圆形内浇口常常需要用圆形冲头等特定工具经过二次加工来去除,因此用这种浇口的费用较昂贵。
圆形内浇口的入口用柱单元构建,分流道和小浇口用三角形单元构成。为了说明在小浇口中发生的流动迟滞和快速冻结现象,小浇口至少应该有三行单元格。圆形内浇口可以做成制品的一部分,并一起输入到MPI的Synergy中,也可以在Synergy中构建。尽管如此,在Synergy中进行构建可以更好地控制网格密度。
图175. 圆形内浇口
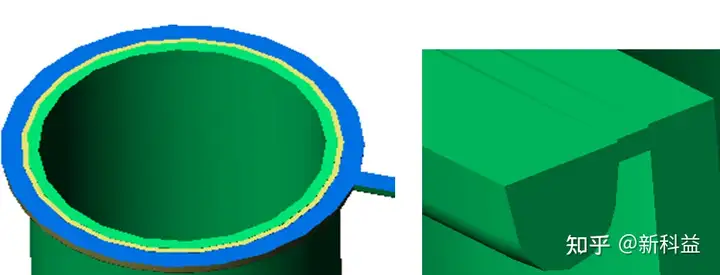
环形浇口
环形浇口的形状为围绕于圆筒制件之外的圆环,如图176所示。环形浇口的设计目的与圆形内浇口相同,是使制件沿轴向方向的流动前沿速度均匀一致,但环形浇口并不自然平衡。环形浇口由小浇口和环绕制品的环形流道组成。充模时,聚合物熔体先从一点进入环形流道,环绕制品流180°,待环形流道充满后,再沿着制品向下流。这种浇口存在一个问题,在聚合物熔体充满环形流道之前,环形流道入口处的熔体会先进入小浇口。如果小浇口做得太薄,在环形流道入口处,聚合物熔体会产生迟滞,并可能冻结,从而导致制件不能正确充模。环形流道上可以平均分布2~3个入口点,但要保持均匀一致的流动前沿度依然很难,同时加工窗口也将变窄。
环形流道将用柱单元构建,小浇口由三角形单元构建,并至少有三行。
图176. 环形浇口
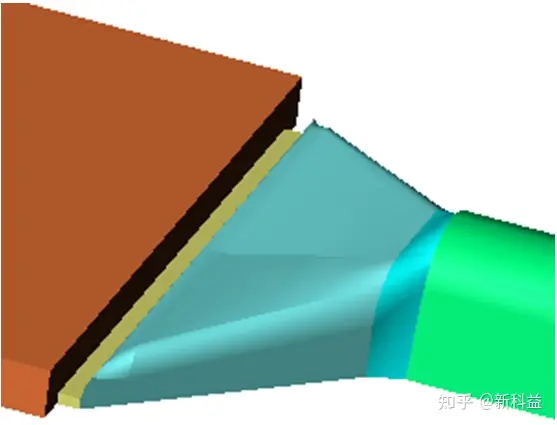
扇形浇口
扇形浇口形状为宽大而对称的侧浇口。如果侧浇口做得很宽且截面恒定不变,则进入制件的熔体流动前沿将呈辐射状,聚合物熔体集中于浇口的中心流动。扇形浇口中间薄两边厚,能调节熔体,使熔体成平行流均匀的进入型腔。扇形浇口由两部分组成:扇形流道和小浇口。小浇口截面固定,通常又短又薄;扇形流道呈三角形,在分流道端与分流道一样厚。扇形浇口与分流道的界面可以是圆形,也可以梯形。圆形界面可以用柱单元来构建,如果希望扇形浇口厚度变化缓和一些,则可以用三角形单元来构建。
扇形流道应该用三角形单元来构建,应很好地划分网格的密度,从而精确反映流道厚度的变化。小浇口至少需要三行三角形单元。由于扇形浇口应实现流动平衡,所以浇口厚度可能需要变动以产生所希望的平衡流动前沿。
图177. 扇形浇口
平缝式浇口
平缝式浇口同环形浇口相似,有一个与制件边缘平行的流道,平行流道与制件间由小浇口相连。平缝式浇口的功能与扇形浇口相同,使熔体流动前沿度均匀。但这种浇口的缺点也与环形浇口相似,在聚合物熔体充满平行流道之前,熔体可能越过小浇口,在制品中造成辐射状的流动。如果小浇口做得太薄、熔体迟滞现象严重,制件中的熔体会产生回流,形成熔接痕和气穴。在长度方向上,至少需要三个单元网格来构建小浇口。
图178. 平缝式浇口
自动分离式浇口
顾名思义,自动分离式浇口是在制件顶出过程中与制件自动分离的浇口。这类浇口使用广泛,因为不需要二次加工来去除浇口,节约了时间和成本。
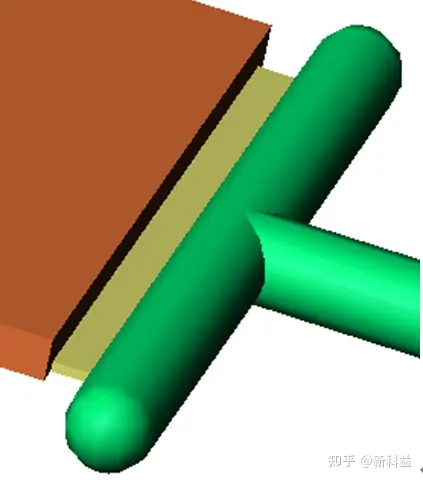
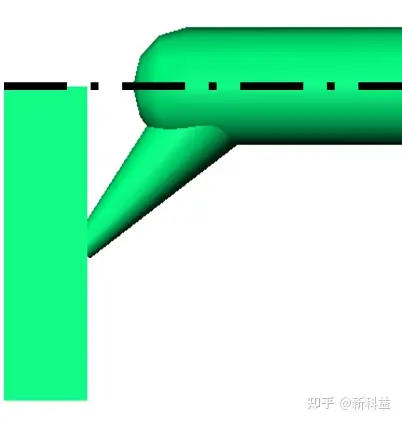
潜伏式浇口
潜伏式浇口也常常称为隧道式浇口,是使用得最普遍的自动脱离的冷浇口。浇口呈圆锥形。与制件相接的孔径是最关键的尺寸,这是制品的起始部位。浇口的锥度及其与分型面的夹角也很重要的几何尺寸。
浇口末端的孔径通常为与之相连的制件壁厚的50%~75%,然而它也可以比制件壁厚更大。孔径越大,所留下的浇口痕迹也越大。如果孔径太大,开模时甚至会撕裂制品。浇口的锥度常为10°左右,它也可以更小,但通常锥度都大于10°。在大多数情况下,潜伏式浇口的尺寸由浇口末端的孔径决定,然后逐渐放大直至与流道相连。这时浇口的锥角通常很大。浇口与分型面的角度在30°到60°之间,材料越硬,为使聚合物材料在顶出时发生变形而不断裂,此角度也应该越大。
至少需要三个单元网格来定义潜伏式浇口,最好更多。因为浇口是锥形的,单元格越多,对浇口冻结时间的预测将越精确。
图179. 潜伏式浇口
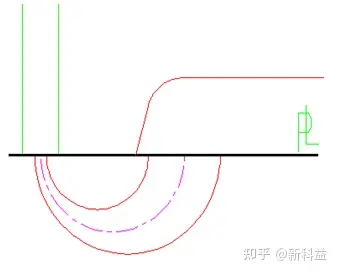
弯曲式隧道浇口
弯曲式隧道浇口是潜伏式浇口的一种变形,与制件相连的小浇口位于制品的底部,浇口痕迹可得到更好的掩饰。弯曲式隧道浇口常做成两件嵌件的形式,加工较为困难。如果要排出卡在浇口中的聚合物材料,而又不取出浇口嵌件,往往十分困难。由于浇口区的聚合物材料在顶出时要产生相当大的变形,故这种浇口不能应用于脆性材料。浇口与制品分离时受到拉伸力的作用,为避免产生意外,小浇口必须做得很小。由于小浇口很小,这一区域的剪切速率很高。最少要用三个单元格来定义这种浇口,当然最好更多。
图180. 弯曲式隧道浇口
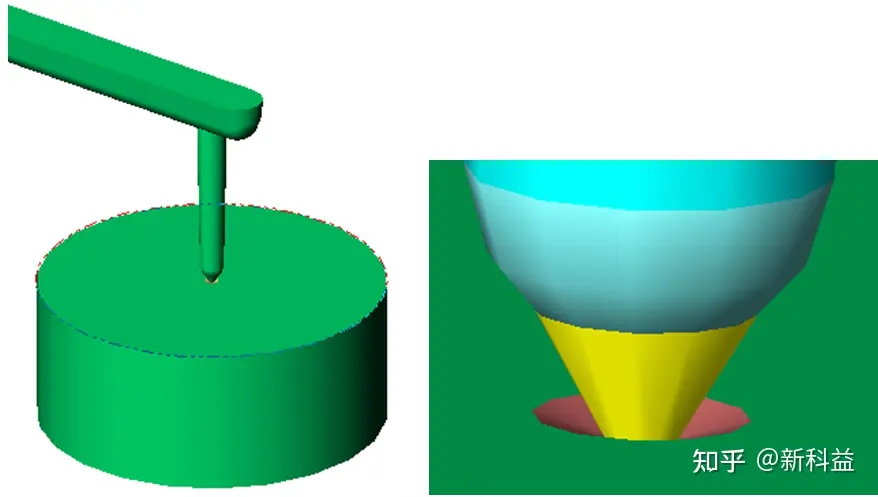
点浇口
点浇口用于三板式模具中,由平行流道(平行于分型面)、垂直流道(垂直于分型面)和小浇口组成。平行流道位于二次分型面上,垂直流道穿过流道板,在其末端是小浇口,这才是名副其实的浇口。小浇口的孔径很小、锥度很大,通常小浇口由小端孔到垂直流道末端渐变而成。象弯曲式隧道浇口一样,开模时浇口受到拉伸力而断裂。出于光洁断面和减小可见疤痕的考虑,即使会造成很大的剪切速率,小浇口的孔径依然应该做得很小。
点浇口用圆柱单元来构建,小浇口至少应该有三个单元格,垂直流道所需单元格更多。
图181. 点浇口
热流道浇口
热流道浇口是热流道系统的一部分,聚合物熔体由热流道从多歧管流道系统输送到型腔。浇口孔形状各异,但也主要为圆形和环形。浇口可以是平直的,也可以是锥形的。浇口的具体结构应从热流道供应商处获得。
热流道浇口由柱单元构建。如果对浇口冻结的预测至关重要,则至少要用三个单元格来构建浇口孔长度,这一点非常重要。因为这是热流道,所以构建加热元件的柱单元的温度可以设定,其默认温度是熔体温度,这样设置通常是正确的。但是,浇口末端的温度可能比熔体温度低,甚至可能接近于熔体的转变温度或顶出温度。这时,浇口的温度可以根据需要设定。
图182. 热流道浇口
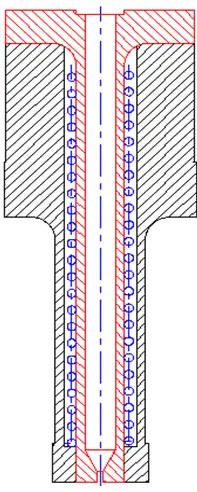
阀式浇口
阀式浇口是热流道浇口的一种特殊形式,控制探针被安置于流道内,起到准确开闭浇口的作用。热流道通常为环形,但也可以是圆形。阀式浇口的控制器同制件之前的最后一个单元格相联接。
图183. 阀式浇口
浇口尺寸设计
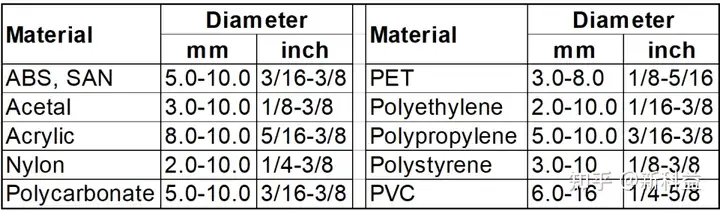
当确定浇口尺寸时,必须考虑几个因素,包括剪切速率、制品的名义壁厚和浇口类型。从流动分析的角度看,剪切速率是最重要的。在材料数据库中,推荐成型工艺条件(Recommended Processing)选项卡列出了每一种材料的剪切速率上限。通常剪切速率上限值在30,000 到60,000之间,聚丙烯较低,为100,000。通常希望保持低的浇口剪切速率,甚至大大低于材料的剪切速率上限。
添加剂比聚合物本身对高剪切速率更敏感,因此如果聚合物体系含有添加剂,则剪切速率变得更重要。玻璃和云母等填料、稳定剂和着色剂等均对剪切速率敏感。如有可能,含有添加剂的聚合物体系的剪切速率值保持在20,000以下为好。
能不能增大浇口来降低剪切速率由浇口类型决定。边缘浇口可以通过增加厚度,甚至增加宽度的方法,很容易实现低剪切速率。而对于潜伏式浇口和热流道浇口,通过修改浇口来获得低剪切速率要困难得多,但如果可行,应尽量加大浇口。
流道设计
设计流道时,主要需要考虑三个属性:流道布局、流道横截面形状和流道尺寸。
分流道布局
分流道布局形式很多,最主要的三种将在下文进行讨论。
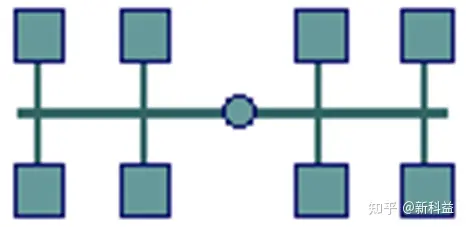
串联流道(标准型)
串联排布的分流道型腔可分为两排,主流道位于中心,型腔数通常为4的倍数。这种流道系统不是自然平衡的,因为主流道与各型腔之间的流道长度不相同。图186为串联排布的分流道布局,型腔可分为内、外两组,各有4个。如果不对流道进行平衡处理,这两组型腔不会同时充模。修改流道直径可以平衡流道,与靠近主流道的型腔相连的分流道直径,应做得比远离主流道的分流道直径小。流道平衡分析可用来确定分流道尺寸。
图186. 串联流道设计
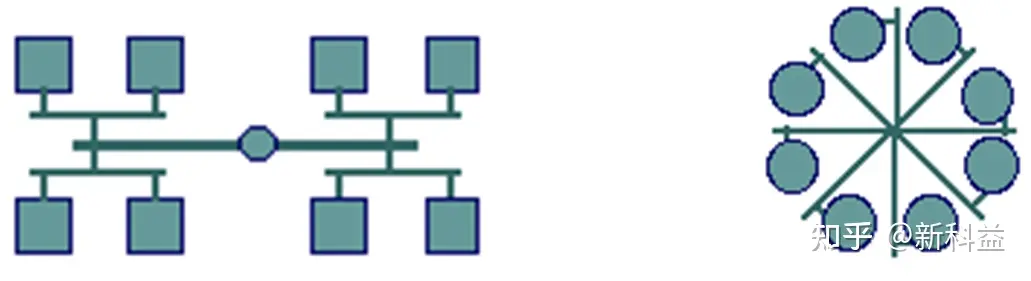
对称排布(“H”形流道)
习惯上称为自然平衡式流道,因为主流道到每一个型腔的分流道长度都相同。平衡式流道的型腔数为2的指数。平衡式流道被认为是最佳,因为与串联排布流道(即使经过平衡处理)相比,它有一个更宽广的成型窗口。这种流道的缺点是分流道体积大,型腔间需要更多空间来放置分流道。
图187. 平衡式流道 图188. 环形流道
环形流道
环形流道的型腔放置在以主流道为中心的圆周上,分流道位于主流道和型腔之间。
分流道截面形状
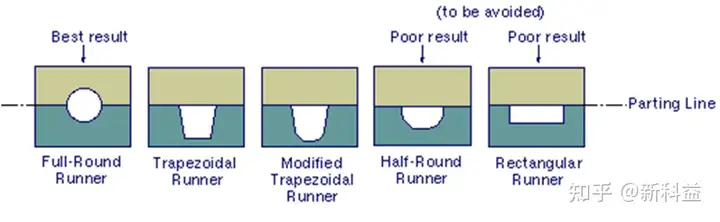
分流道可以加工成不同的截面形状,圆形流道是最好的流道形式。但由于它需要在动定模上都进行加工,故加工费用贵。当模具的分型面不是平面时,常采用梯形流道或“U”形流道。
图189. 分流道截面形状
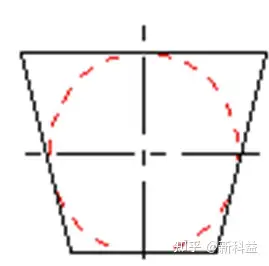
梯形流道或“U”形流道的形状应如所示,流道的深度应等于圆形流道的直径,流道的斜边应与圆形流道的圆周相切。
图190.圆形流道和梯形流道的关系
分流道尺寸设计
影响分流道尺寸的因素很多,如材料、流动长度和制件所需充模压力等。总的来说,分流道尺寸越小越好,这样可减少材料使用。流动分析将有助于我们确定分流道的大小是否能满足制品充模和保压的要求。
|