三 缩痕
3.1:缩痕原因分析
缩痕在成型零件的表面显示为凹陷。这些凹陷通常非常小;不过,它们通常看起来很明显,因为其会朝零件的不同方向反光。缩痕的可见性是零件的颜色和表面纹理的共同作用的结果,因此深度仅仅是其中的一个标准。尽管缩痕并不影响零件强度或功能,但还是将其视为严重的质量缺陷。
缩痕主要由冷却期间的热收缩造成。外部材料冷却并固化后,型芯材料才开始冷却。型芯材料的收缩将主壁表面拉向内侧,产生缩痕。如果表层足够刚硬,则表层的变形就会被型芯中缩孔的形成所取代。常见的发生缩痕有以下几种情况:
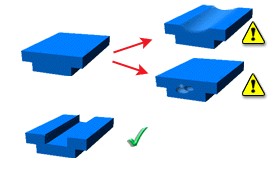
· 局部几何特征。缩痕通常出现在包含较厚部位的成型物中,或者出现在与加强筋、定位柱或内圆角相对的位置。
· 体积收缩率高。
· 材料补偿不足。浇口冻结过早或保压压力过低可能会使型腔无法正常保压。
· 保压或冷却时间短。
· 熔体和/或模具温度高。
如果零件的外表层足够坚硬,便可以抵抗收缩力从而避免表面凹陷。相反,材料型芯会收缩,在零件内部产生缩孔。如下图。