概述
RPS是德语单词REFERENZ-PUCKT-SYSTEM(定位点系统)的缩写;英语转译为Reference Point System,即称作定位参考点系统。每个定位参考点叫做RPS点。
每个汽车零部件在设计之初都要由工程小组来商讨拟定RPS定位点,目的是使用同一坐标系用于同一加工、安装、检测的基准,从而有效的控制质量,降低成本。
一、RPS定位系统的作用
§ 避免了由于基准点的变换造成尺寸公差加大.
§ 避免定位板的使用.(定位板是对于使用坯料或坯件的冲裁及工件冲孔,修边,弯曲,拉伸等定位专用装置).
§ RPS点是模具\工装,检具的定位点.
为了实现统一的定位技术规则,必须保证模具,工装,检测工具都按照RPS点来制造.—这一点是RPS系统最重要的作用。
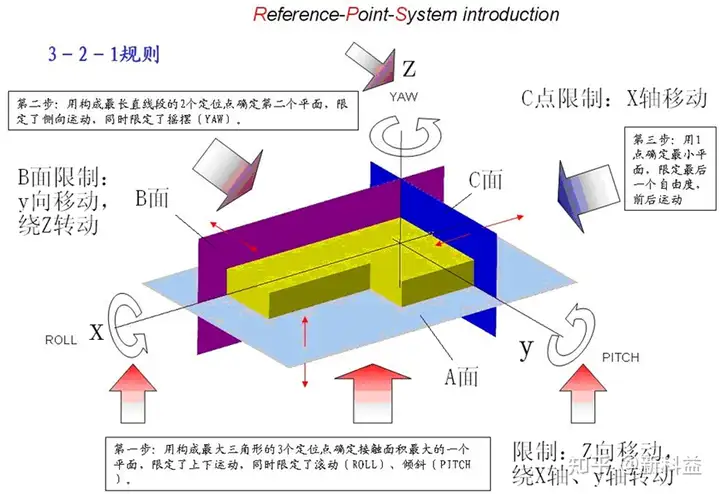
二、RPS3-2-1定位规则:
一个刚体的平行移动和转动共有6个自由度。限制其6个自由度,刚体才能保持平衡。按照3-2-1规则,保持刚体平衡状态需要6个定位点。
其中:
-3个定位点在 Z 方向,确定一个接触面积最大的基准平面,即限定了1个坐标轴方向的位移,2个绕坐标轴的转动。
-2个定位点在 Y 方向,确定第二个基准平面,即限定了第2个坐标轴方向的位移和绕另1个坐标轴的转动。
-1个定位点在 X 方向,确定第三个坐标方向
这些点就是RPS系统的定位点,称为RPS点。见下图(摘自网路)
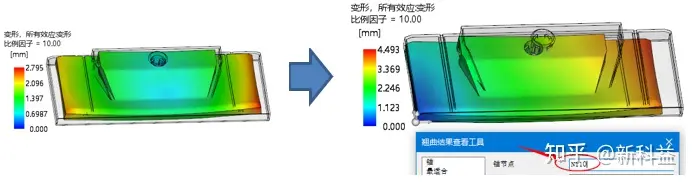
三、Moldflow变形结果中三个锚点定位逻辑:
Moldflow定位锚点遵循的原则:
l三个锚点按照笛卡尔坐标系右手法则确定坐标轴方向。
l锚点是锚在导入的初始模型上,而不是变形后的模型上。
小编按照三个锚点讲述定位过程:
下图实例中三个锚点依次为:N110 N111 N109

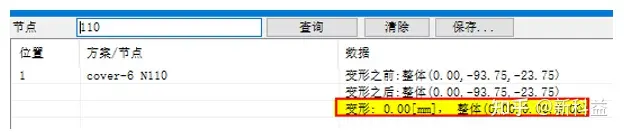
先定位第一个锚点:N110
通过上边操作可以看出:N110对应初始模型和变形后模型的位置发生了重合,并且做为了笛卡尔坐标系的原点。
那么节点N110 的三个分量的变形都将会是零,见下图:
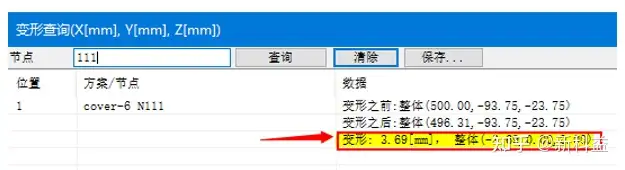
再定第二个锚点:N111
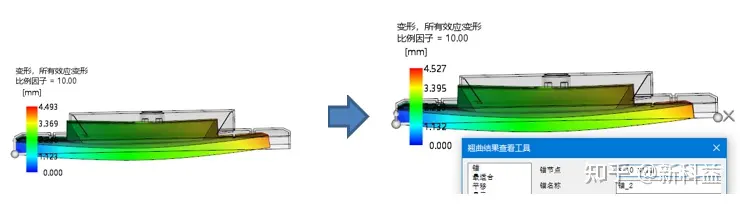
可以看出:第二个锚点是定在初始模型上对应位置并确定了X轴,而这第二个锚点对应变形后模型位置沿此X轴对齐。
那么第二个锚点N111的Y方向分量和Z方向分量都将为零,见下图:
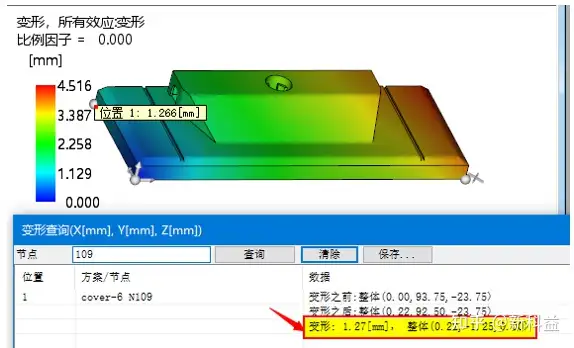
最后是第三个锚点:
同理第三个锚点N109是在初始模型上,至此已有三个锚点确定了基准平面,最后N109对应的变形后的模型对应位置会落到锚基准XY平面内。
那么N109的Z方向分量将为零,见下图:
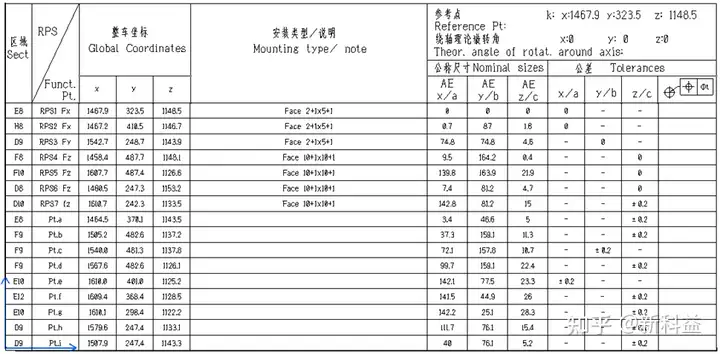
四、Moldflow分析结果如何结合RPS测量报告对比
RPS测量报告一般由三坐标测量仪完成:
小编这里给大家讲述一种方法,大家可以尝试一下:
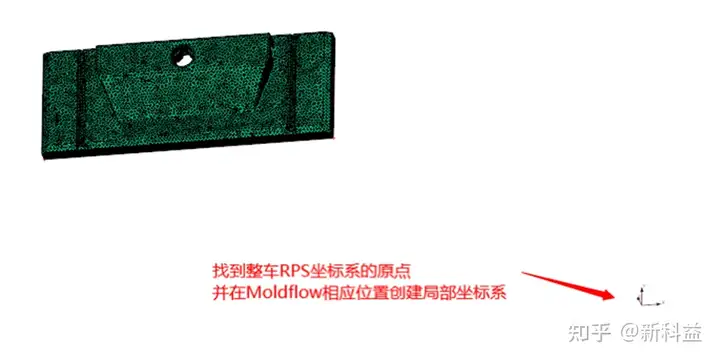
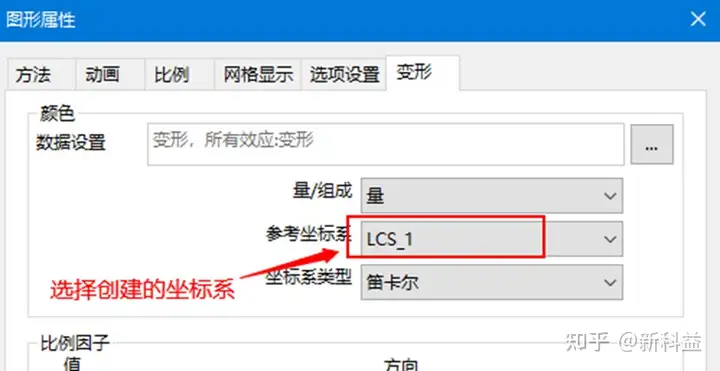
第一步:在Moldflow中创建对应局部坐标系,见下图
第二步:RPS前三个点确定了XY基准平面这个毋庸置疑,那么剩下的2个点和1个点需要投影到XY基准平面内作为锚平面的三个点来使用,这样RPS的6个节点就转换为了锚的三个节点,至于这三个节点的先后顺序建议大家跟工程小组商讨。
第三步:Moldflow中使用RPS转换的3个点应用锚
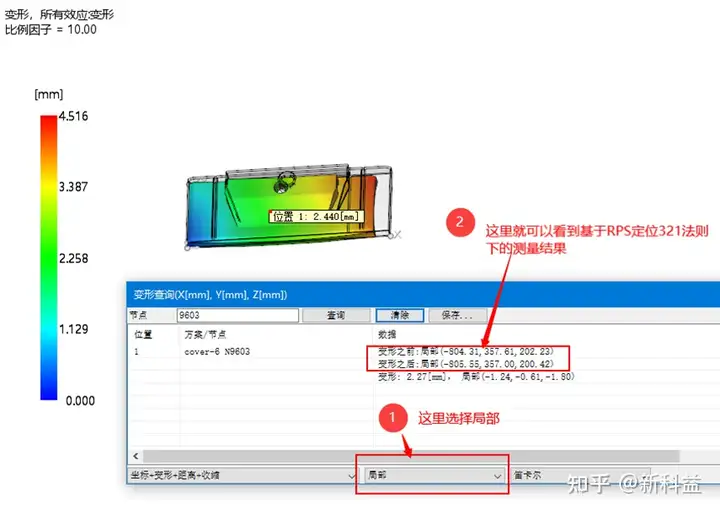
第四步:变形结果使用局部坐标系来查看:
五、应用与拓展:
小编在此只研究了RPS的321法则,但是如果基于孔定位的方式就只需要4个RPS点即可,转换方式需要跟确定RPS点的工程小组做一些商讨才能制定出Moldflow结合基于孔定位RPS准则的应用。
大家对此感兴趣的也可以联系我们进行探讨!
| 




