1) 实际成型的产品不一致
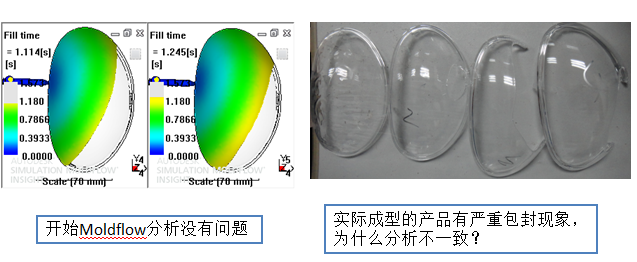
2) 原因分析:
之前分析设置的成型参数比较理想,速度较快,模拟不出包封现象。而此产品是一件外观件,会分段注塑,实际速度不会很快,导致产品
中间部分塑胶凝固,流动迟缓;如果用实际螺杆曲线分析就能得出实际的效果。
*建议加强实际工艺培训。
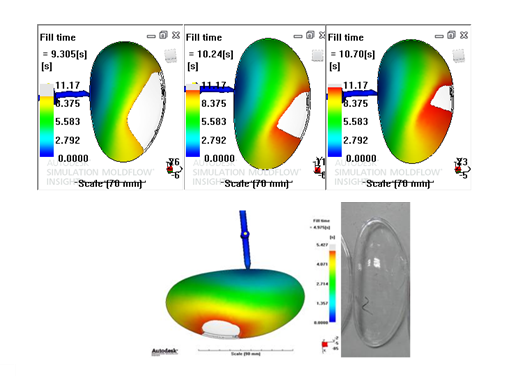
*此产品问题最终用解决是用渐变壁厚方式,使充填平衡
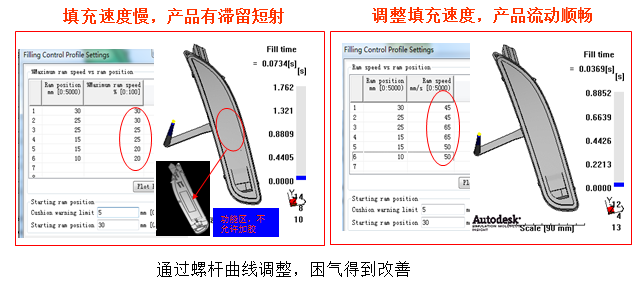
3) 优化成型工艺改善困气
产品:
RR反射灯体 尺寸: 145×35×6mm
材料: ABS
问题: 产品困气
4) 实际试模产品
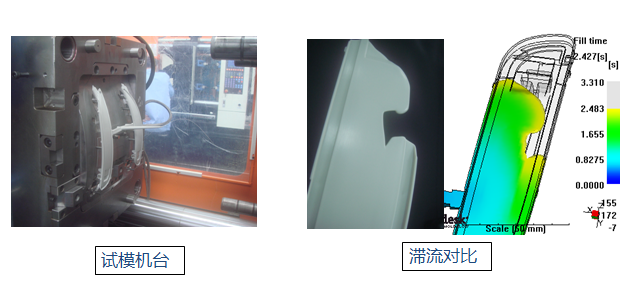
5) 案例分享:以下产品两端充填不一致,实际上是排气问题

| 




