对于微米级别的高质量产品和具有特殊几何形状的产品通过传统工艺无法批量且精确地生产出来。但在注塑机上通过金属和陶瓷粉末注塑成型技术即可实现。采用此工艺,在设计时提供了更广阔的自由度。尽可能贴近成品,减少后续再加工,同时具有内螺纹、高难度倒钩、齿轮牙和自由造型曲面等复杂结构均可完成,此工艺让一切变得简单。
粉末注塑成型 (PIM) 为金属(MIM) 或陶瓷 (CIM) 材质的高度复杂部件提供更大的设计空间。这种工艺技术和塑料加工类似。可实现高质量产品的重复生产。
采用切削和冲压技术无法对您的产品进行大批量、高成本效益的生产?粉末材料的注塑成型(PIM) 就是替代方案!它可赋予产品设计巨大的自由度、让材料选择范围更加广泛、可具备高度自动化且尽可能无废料的生产。成型后的产品具有较高的尺寸稳定性和高质量的表面,无需后处理。由此可实现要求严苛的金属和陶瓷部件的高度经济型批量生产。
整个产品工艺链:


加料准备:将可烧结的金属或陶瓷粉末与塑料添加剂混合,形成可用于注塑的原始材料。目前粉尘的选择范围在不断扩大,除了氧化物陶瓷和不锈钢,还可以使用硬质合金材料、贵金属材料、金属陶瓷或磁性材料等。
注塑成型:此工艺与常规的塑料注塑成型类似,通过带加热单元的炮筒,把混合材料熔化后通过螺杆的作用力,将熔体材料注射进加工好造型的模具型腔中,通过模具上的冷却系统对熔体材料进行冷却固化,然后开模后拿出产品。
脱脂:通过水或丙酮等材料的催化、溶解或热分解,将塑料粘合剂从注塑取出的产品中去除。通过此工艺,产品表面会出现多孔情况,敏感且产品稳定性较差。
烧结:将脱脂后的产品放在烧结炉中进行烧结,通过设定与产品材料本身相匹配的气压、温度及时间,并进行低于熔点温度的热处理。产品会根据其材料特性收缩20-25%。在此过程中会形成优秀的表面质量及达到最小的尺寸公差。
实际应用一:陶瓷注塑成型的滑块降低了功耗和CO2①
将高性能的陶瓷制造的滑块(材质为Si3N4)应用在汽车制造行业中可调节的水泵上,有一个绝对性的优势:减少摩擦。这不仅有利用减少车辆的功耗,也有利于减少CO2的排放。

滑块的目的是将翻滚的旋转运动转换成轴向柱塞泵中的线性活塞运动。同时它们要接受作为热量调节系统主动组成部分的媒介引导。因此,就要求对水、酸、碱液、燃料和防冻剂不敏感,重量轻,耐高温和高尺寸精度以及稳定的制造工艺。在这种情况下,滑块的大规模生产必须确保高可追溯性、质量和灵活性。
由Si3N4构成的滑块,取代了 DLC(类金刚石碳)的涂层钢部件。它们不仅更耐用,而且更牢固:在规定的 6000 小时的测试过程中,几乎没有任何磨损迹象。
实际应用二:手机PIM金属外壳②
如今智能手机的金属外壳常规情况下都是通过切削加工制造完成的。与之相比,粉末注射成型(PIM)具有更大的成本优势。但是对于注塑填充来说,制造薄壁产品是有很大困难的。
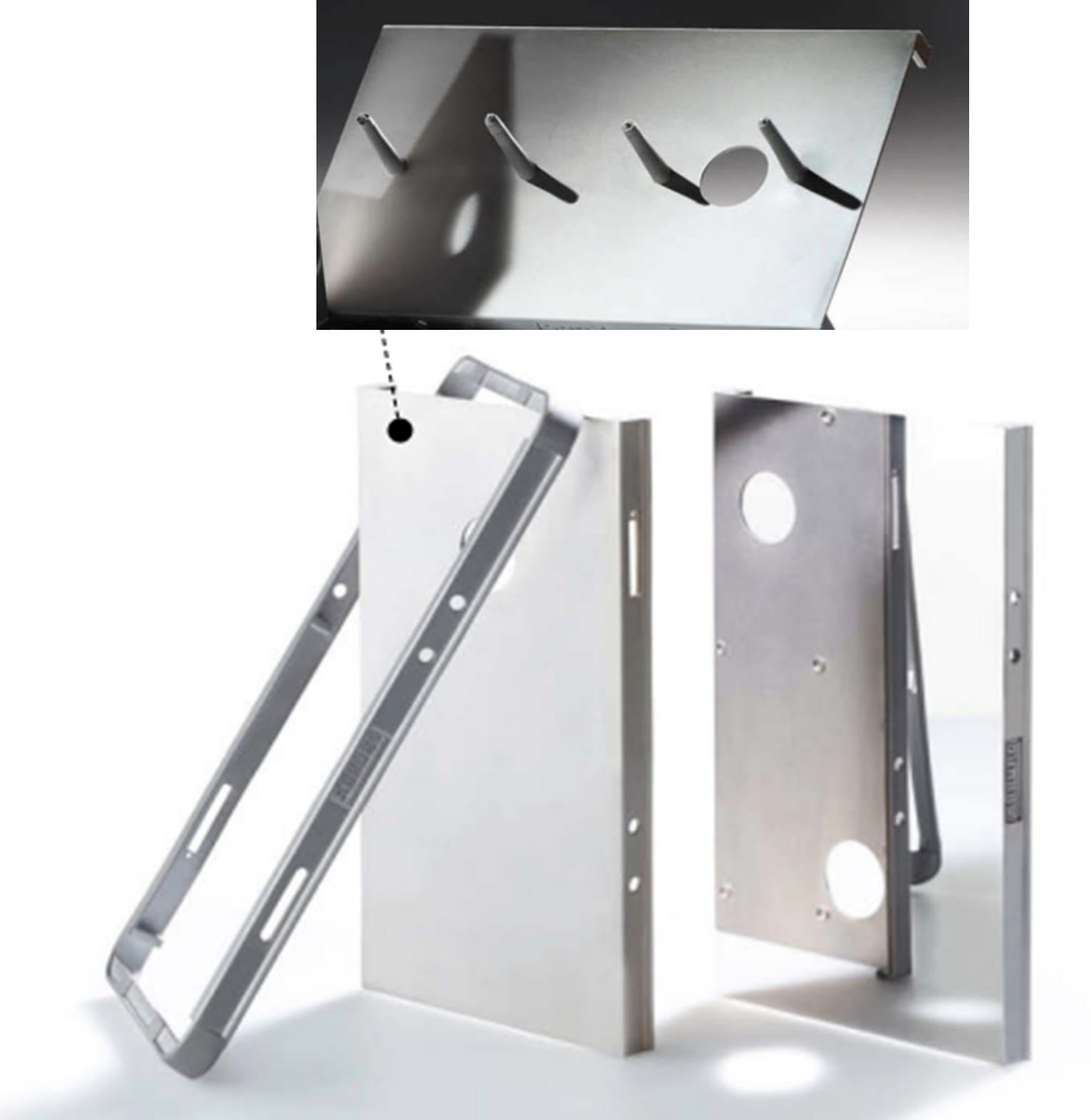
在注塑只有1mm厚,136mm长的粉末注塑产品时,最大的困难是如何完全填充模具并减小烧结工艺中产品的扭曲变形。此时模温的控制就尤为重要了,为了使整个产品达到稳定的金属密度,对模具进行了动态模温控制,可以获得高光泽度的良好表面。
| 




