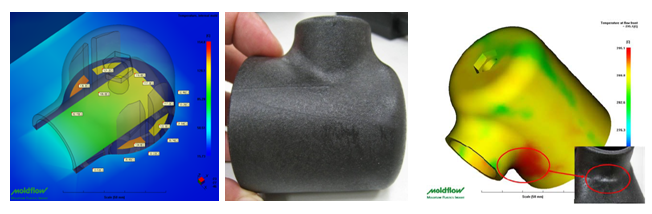
1) 浮纤是由于熔胶温度低或模具温度低,射胶压力不足,造成玻纤在胶内不能与塑料很好的结合,使纤泛出。加高熔胶温度,模具 温度,增大射胶压力。
1.1) 内部模具温度大部分为120度,局部超过150度,外侧面模具温度大概在30来度。外侧面的模具温度远远低于材料推荐模温,这也 是导致产品表面浮纤极为明显的原因。 1.2) 模具温度已经从原方案的最高150度降低到80度,且模具动、定模侧模具温度较为均匀。
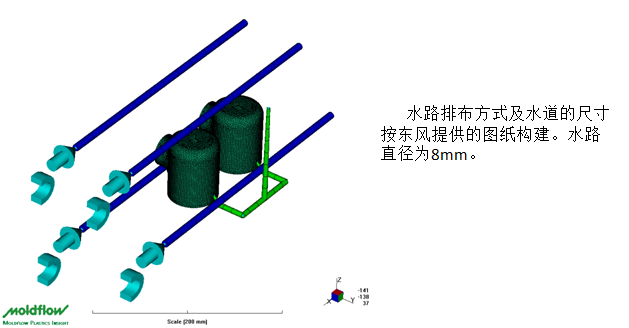
2) 水路排布及尺寸
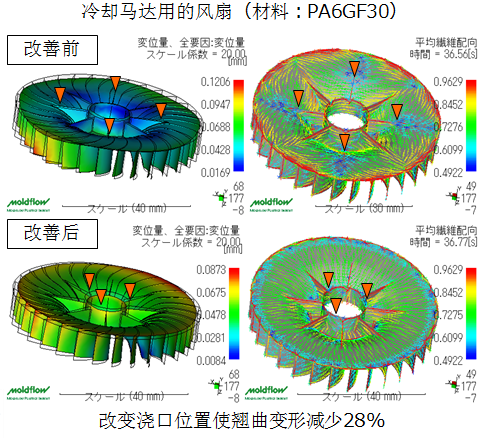
3) 实例:RYOBI玻纤取向翘曲对策