一、斜顶应力痕(或顶针)的产生
1.1
斜顶应力痕(或顶针)现象:
一般是指在成品外观上所见到的应力痕,或在斜顶位置正对面可见的不同光泽所显现的亮点、暗痕或阴影的痕迹(视觉上感觉有凹陷)。

1.2 斜顶应力痕(或顶针)原理
应力痕这种现象的产生是由于成型时,顶杆或者斜顶机构受力较大,或者顶杆和斜顶的装配间隙过大,或者顶杆和侧抽机构选用的金属材料偏软,
刚性不够,当熔体以一定的压力作用在顶杆和斜顶的表面时,引起其震动,该震动过大时,导致表面产生较大的摩擦热,引起熔体在该位置局
部温度上升,使其外观质量与周围的制件表面不一致,表现出亮斑、暗痕或阴影等特征,严重时,底部还会发生烧焦现象。
二、Moldflow对斜顶应力痕的模拟
2.1 Moldflow对斜顶温度模拟的可行性
Moldflow主要指通过电脑再现成型过程中熔融状态的填充物流动、填充、保压及冷却的完整成型过程。同时由于应力痕大多源于斜顶(顶针)处
温度过高所导致,因此使用Moldflow分析再现斜顶(顶针)处温度变化范围,其操作是可行的。
2.2 模型准备
模拟时选用一块平板作为分析对象,平板尺寸200*50mm,壁厚2.5mm,A、B、C为镶块,尺寸20*20*30,模拟实际模具中的斜顶。产品材料
为ABS
3225 MT,A、B、C镶块选用材料BeCu。
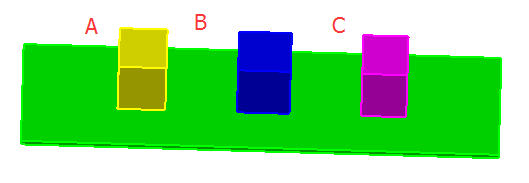
图一
流道选用两板模,浇口8*1.8mm,流道Φ6mm,主流道Φ4mm。
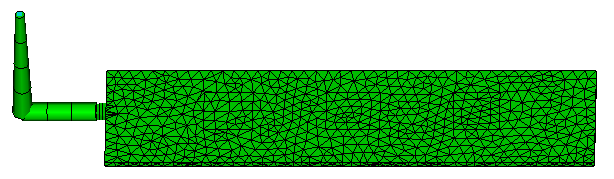
图二
2.3 不加镶件产品表面温度分布
产品材料选用Styron NA-LA ABS 3225
MT,料温250℃,模具温度分别选用40、50、60、和80℃,并且假设斜顶温度80℃,使用镶块来替代
实际模具中的斜顶。
不加入斜顶分析时,充填结束时刻产品温度比较均匀。见下图三。
图三
不加入斜顶分析时,顶出时刻产品温度比较均匀。见下图四
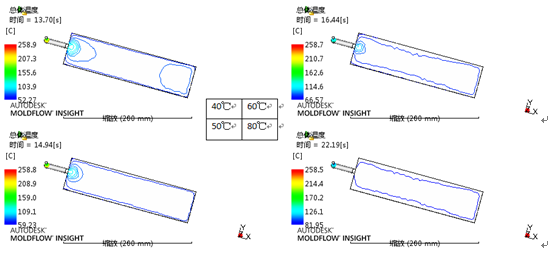
图四
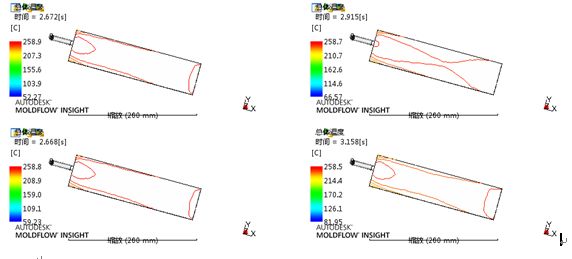
2.4 加入镶件产品表面温度分布
加入斜顶镶块分析,填充结束时刻温度分布情况。见下图五:
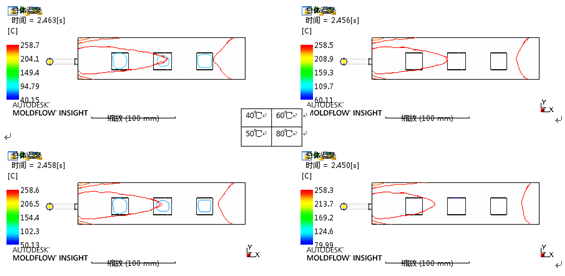
图五
加入斜顶镶块分析,顶出时刻温度分布情况。见下图六:
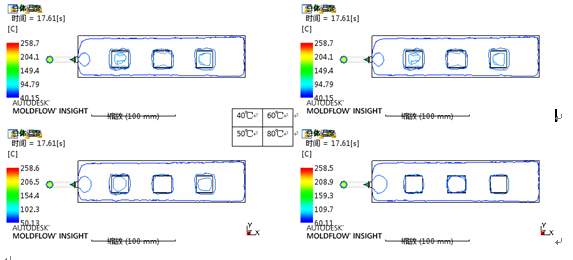
图六
2.5 体积收缩分布
不加入斜顶镶块分析,顶出体积收缩分布情况。见下图七:
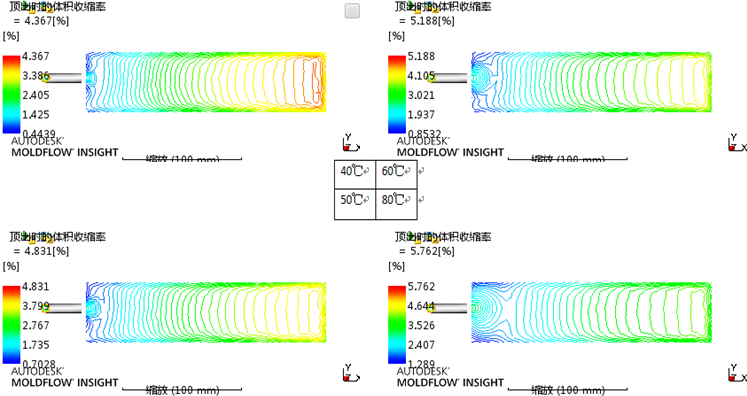
图七
加入斜顶镶块分析,顶出体积收缩分布情况。见下图八:
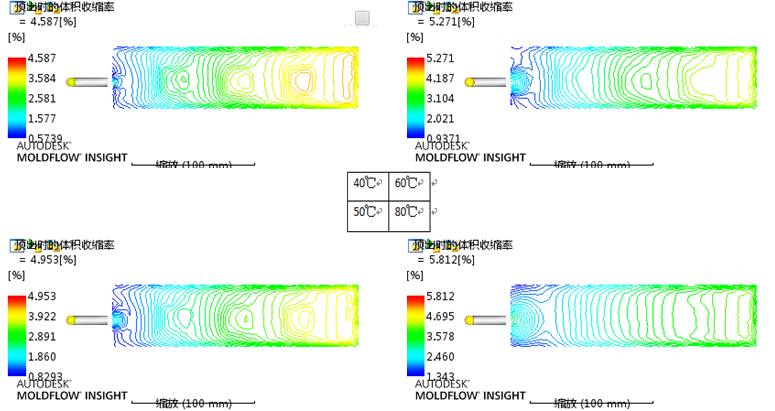
图八
2.6 结果对比
用Moldflow做分析时,不考虑斜顶的温度升高的前提下,模具温度40℃、50℃、60℃和80℃时,产品表面的温度分布比较均匀,体积收缩也
比较均匀。
当考虑斜顶温度升高的情况之下,并假设在实际注塑过程中斜顶温度近似为80℃。模具温度为40℃时,产品表面温度变化最大,产品体积收缩
也最大,随着模具温度和斜顶温度越接近,产品表面温度差异和收缩差异也越小,在模具温度为80℃时,考虑斜顶温度与否的两个方案结果一
样,见图七和图八。
三、结论
斜顶应力痕(或顶针)是注塑成型缺陷里面比较棘手的问题,它的形成一部分是模具设计不当造成的,需要检查模具,看脱模角度是否满足,脱模
行程方向是否粗糙,顶针行程是否不够而形成真空,针对这部分问题,需要对应的增加脱模角度,提高接触光滑度,以及型芯内装气阀;一部分
是工艺原因导致的,看看是否保压压力太大,保压时间太长,V/P切换太晚,冷却是否太快,针对这部分原因,适当降低保压压力,从而降低产
品内部的内应力,延长冷却时间等等。
斜顶(顶针)处温度过高,导致该区域在冷却过程中形成内应力,产品顶出以后,内应力释放,便在产品表面行成亮斑、暗痕或阴影的缺陷。合
理的模具设计和水路设计能有效的避免斜顶(顶针)处形成高温积热现象,从而避免产品斜顶(顶针)应力痕的现象。
以上仅仅从斜顶(顶针)产生的热入手,解释斜顶(顶针)应力痕的现象,当然应力痕还可能有其他诸多原因造成,不一而足,希望大家做更加
深入的研究。
| 




