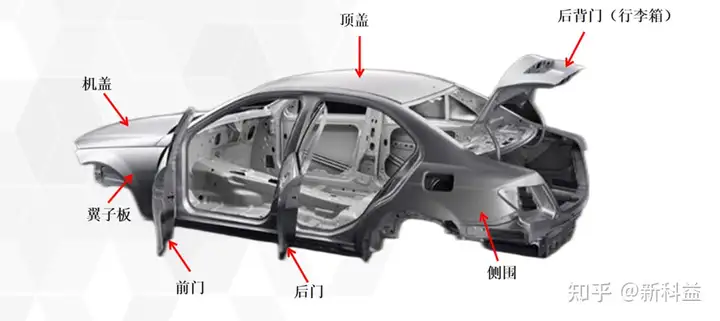
一、汽车覆盖件模具概述
一款普通的轿车出厂,至少需要1500套覆盖件模具和200套内饰件模具。汽车的款式基本是由汽车覆盖件决定的,故汽车覆盖件模具在汽车制造工业中占据重要地位。将多为0.8MM左右厚钢板,在常温下利用模具在压力机上对材料施加压力。使其产生塑性变形或分离,从而获得所需形状和尺寸的零件一种压力加工方法。这种加工方法通常称为冷冲压。
二、冲压模具工序分类
一个冲压件往往需要经过多道冲压工序才能完成。由于冲压件形状、尺寸精度、生产批量、原材料等不同,其冲压工序也是多样的,但大致可分为修冲工序和成型工序两大类。
(1)修冲工序 使冲压件与板料沿一定的轮廓线相互分离的工序。例如:切断、冲孔、落料、切口、切边等。
(2)成型工序 材料在不破裂的条件下产生塑性变形,从而获得一定形状、尺寸和精度要求零件的工序。例如:折弯、拉伸、翻边、胀形、整形等。

常用模具代号缩写标识
落料:使材料沿封闭曲线相互分离,封闭曲线以内的部分作为冲裁件时,称为落料。
拉延:利用拉延模使平面坯料(工序件)变形成开口空心件的冲压工序。
修边:也叫切边,既把成型零件的边缘修切整齐,把产品以外没用的料片切掉。
冲孔:使材料沿封闭曲线相互分离,封闭曲线以外的部分作为冲裁件时,称为冲孔
翻边:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成竖立边缘的冲压成型方法。
整形:是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。
三、汽车覆盖件产品冲压工序流程

四、成型类模具结构
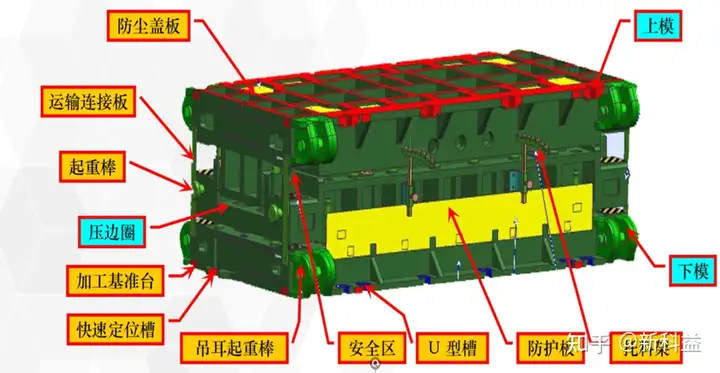
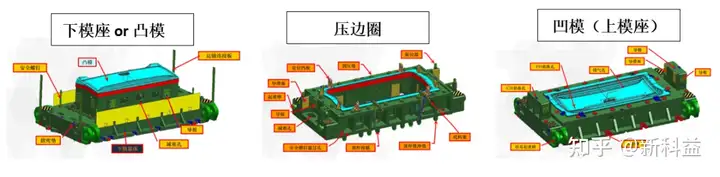
4.1 拉延模的结构由主要的四大件组成:
即凸模、凹模、压边圈和下模座。凸模与压边圈之间、凹模与压边圈之间都有导板、导柱导向。
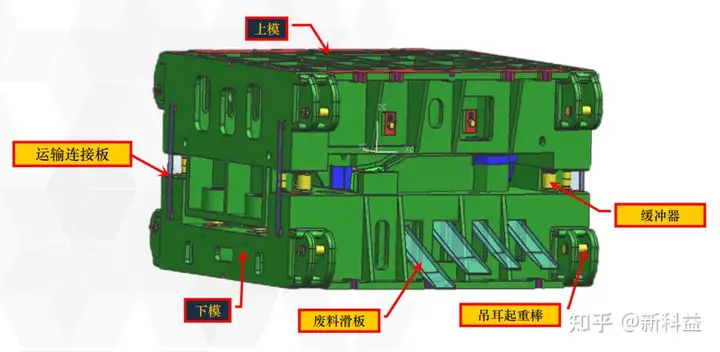
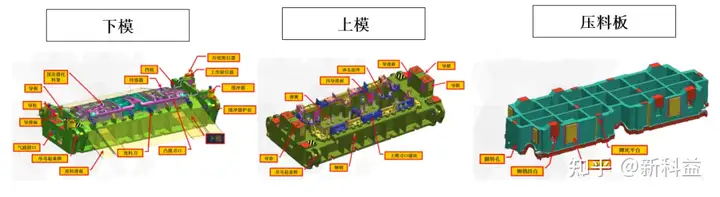
4.2 翻边整形模的结构由主要的四大件及翻边、整形刀块组成:
即下模、上模、压料板和镶件。上模与压料板之间、下模与压料板之间都有导板、导柱导向。
4.3 成型模材质要求

五、修冲类模具结构
5.1 修边冲孔模的结构由主要的四大件及修边、冲孔刀块组成:
即下模、上模、压料板和刀块。上模与压料板之间、下模与压料板之间都有导板、导柱导向。
5.2 修冲模材质要求
 | 




