• 前言
当我们引进Moldflow软件后,如何从管理和技术层面,辅助产品开发,把软件用好,真正地做到检验设计,优化设计,减少后续生产问题,是值得我们探讨的重要事情。
作为专业的Moldflow技术咨询公司,我们始终把客户的利益放在第一位。本文以客户实际需求为目标,从Moldflow应用流程的各个环节出发,探讨引起分析结果误差的各种因素,确保分析结果能真正指导实际生产。
一 Moldflow工程师素养
要使Moldflow软件充分发挥作用,工程师需具备如下知识:
最好是高分子材料或塑料模具专业教育背景;
1、高分子材料知识;
2、塑料件产品结构知识;
3、塑料模具知识;
4、注塑成型原理及生产工艺;
5、现场试模经历;
6、擅长总结归纳,形成企业知识库。
二 明确的分析目标
• 每个项目都有各自的独特性和复杂性
• 不同的分析要求将直接决定CAE分析的方方面面
– 功能选择
– 模型简化方案
– 网格处理方式
– 重点区域选择
– 结果分析与提取
– 根据分析目标,选择最适合的处理方式
三 分析模型的准确性
3.1选择最适合的网格
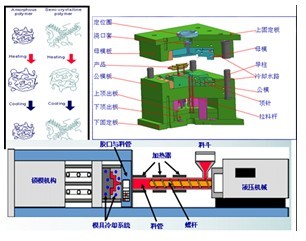
– Moldflow支持的四种网格
– 梁单元Beam (1D)
– 中性面网格Midplane (2.5D)
– 双层面网格Dual Domain (Modified 2.5D)
– 实体网格3D Tetrahedral elements

– 选择网格即为选择分析的理论模型
– 不同的网格,在某些分析方向上结果会有较大差异
– 根据产品模型的结构和分析目的,选择最适合的网格
– 例如,同一个产品模型,如果采用不同的网格类型,分析结果有较大差异。
由于Beam单元和3D网格,能够考虑壁厚侧边的热量散失,所以模拟的流动模式,与实验的结果更为一致。
3.2网格边长的控制
• 建议读入原始档案,如:Pro/E的part,CATIA的part,UG和SolidWork的part,和通用档案,如:Parasolid,Step等
• 建议采用CAD DOCTOR修复和简化后的模型
• 合适的网格密度
• 单元边长的选择
– 以产品平均壁厚作为网格的边长
– 3D 不超过壁厚的2倍
– 保证网格质量的情况下尽量的少,比如Dual Domain控制在10万以内,3D在100万以内
• 使用弦高控制曲面或圆孔区域的网格密度
• 确保平均纵横比小于3,最大纵横比小于10
3.3 匹配率的控制
• 匹配率的控制
– 匹配率是双层面网格最重要的参数之一
– 网格生成后应首先检查的网格参数
– 流动分析>85%,翘曲分析>90%
• 提高匹配率的方法
– 提高网格密度
– 优化模型
– 匹配率无法满足要求时,应考虑使用3D网格(3D网格没有匹配率的要求)
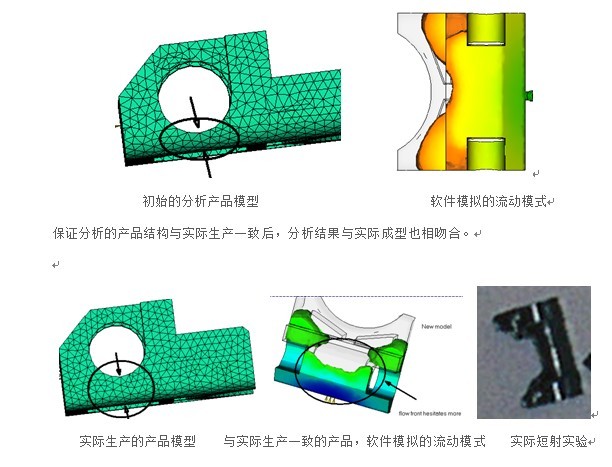
3.4产品结构的影响
实例:分析结果没有真实反映出产品填充过程中的料峰迟滞现象
• 分析模型的不一致
– 图示位置的产品结构发生了变化
– 设计的变更没有及时反馈给分析人员
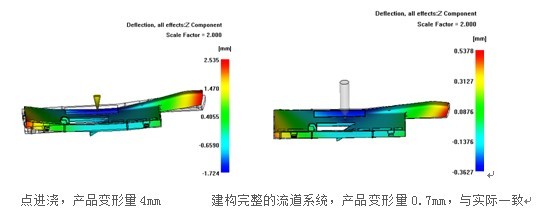
3.5流道系统的影响
注意:详细分析时,一定要建构完整的,与实际生产一致的流道系统。
实例:成型条件相同,开始没建构流道系统,变形量为4mm。建构完成的流道系统后,变形量与实际一致。
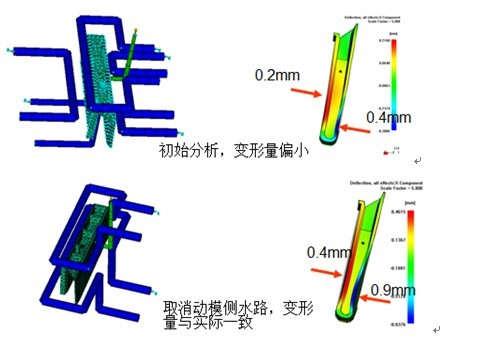
3.6冷却系统的影响
注意:一定是与实际生产一致的冷却系统排布。
实例:实际模具设计时,为了产品的顶出,将动模侧的水路取消,但没反馈给分析工程师,导致分析变形量偏小。
四 原材料性能的准确性
4.1分析材料选择顺序
成型材料选用优先顺序:
1、直接在Moldflow材料库中搜索选用;
2、联系原材料供应商,要求*.udb文件;
3、要求原材料供应商提供详细材料性能;
4、通过Moldflow材料实验室测试;
5、由原材料供应商的技术人员,选用性能相近的替代材料。
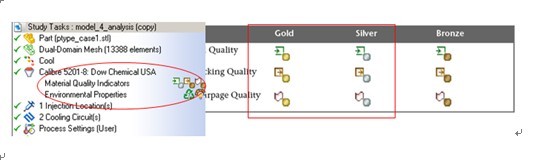
4.2材料数据的准确性
建议,成型使用的材料性能中,材料数据质量要达到金牌或银牌,才能确保分析结果的准确性。
4.3原材料收缩模型的影响
4.4 Juncture loss对压力的影响
• 该参数用于修正在Beam单元中以下位置的压力损失
– 直浇道和射嘴的位置以及浇口等截面急剧变化的位置
– 流道中截面变化的位置(H流道中主流道到分流道的位置)
• 使用无juncture loss修正的材料,分析获得的注塑压力会小于实际值(20%)。
五 实际成型因素的影响
5.1注塑机的速度设定
• 注塑机射出速度设定值为: 93 cm^3/s
– 射出过程注塑机并未有发出任何的警告信息
– 对螺杆位置进行追踪
• 射出速率峰值达到: 68 cm^3/s
• 平均射出速率为: 52 cm^3/s
• 注塑机并未达到实际设定的最大射出速率进行注射
• 如果分析按照设定值输入93 cm^3/s进行模拟势必会导致剪切的过大
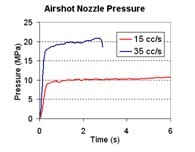
5.2对空注射的压力
• 实际注射过程中在料筒及喷嘴处均存在压力损失
• 射出单元的对空注射
– 射出速度射定为正常的射出参数
– 记录喷嘴压力参数
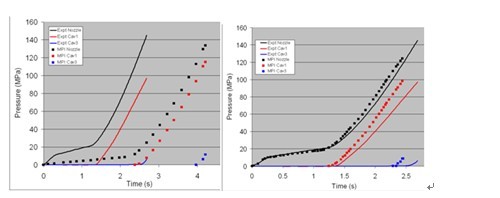
5.3融体压缩及液压单元的压力损失
• 比对测试的喷嘴压力及射出单元的液压
– 融体的压缩以及液压单元的损耗可能导致10 MPa的误差

5.4塑胶原料的干燥
• 尼龙干燥时间17 h
• 低干燥温度(高%H20), 可能导致黏度下降
– 对注塑压力有非常大的影响(~50%)

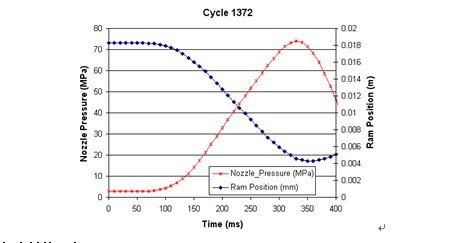
5.5充填控制方式的影响
• 设置正确的填充速度曲线
– 填充由时间或流动速率控制
• 预测的压力曲线与实际测量得到的压力曲线相差较大
– 通过螺杆速度曲线控制填充可获得一致的压力曲线
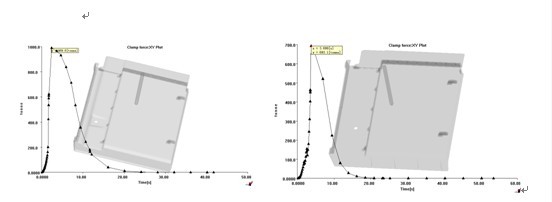
• 设置正确的填充速度曲线
– 通过螺杆速度曲线控制填充可获得一致的锁模力
用时间控制,2秒均匀的速度,锁模力990T 采用与实际一致的螺杆曲线,锁模力693T,与实际吻合
5.6 V/P切换方式的影响
• 对比分析结果和实际成型参数时,不能单纯的对比最大压力的大小
• 实际的V/P切换方式会影响到最大压力和锁模力的大小
• V/P切换的设置方式:
• 螺杆位置或是时间
• 要保证分析精度,必须构建完整的几何分析模型
• 体积百分比,自动
• 需考察切换点是否与注塑机的设置完全一致
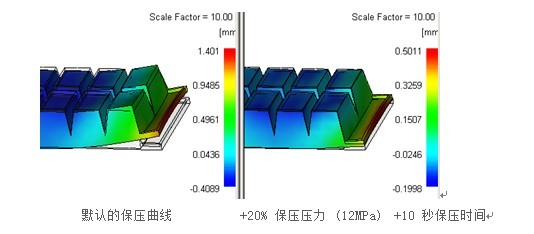
5.7保压曲线的影响
• 保压曲线对翘曲的影响很大
– 只是使用默认的压力曲线是不正确的
• 80 %的填充压力保压10秒
– V/P切换在正确的位置?
– 分析模型是否含浇注系统?
• 20秒的的冷却时间
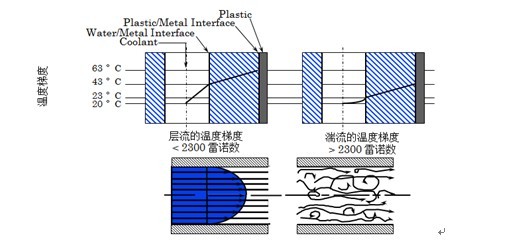
5.8冷却水流速
冷却液的种类、冷却液的进口温度、冷却液的流速或压力,对产品的冷却影响较大,进而影响流动和变形。
六 特定模具结构的影响
具体的模具结构(拔模角不够、倒扣、顶出不平衡等),都可能引起实际成型结果与分析结果不一致。
七 总结
当分析与实际出现差异时,消除分析的误差是一个系统的过程
– 导致结果差异的因数很多
• 注塑机性能, & 响应时间
• 材料的特性,参数的准确性
• 测量的方法
• 几何, 工艺参数
• 具体的模具结构(拔模角不够、倒扣、顶出不平衡等)
– 即使分析与实际不完全一致
• 也可通过分析找出几何,工艺,材料等因数的敏感性
• 通过不同方案的对比,找出优化的方向
| 
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)