超临界流体(SCF)微孔发泡是利用气体(通常为N2或CO2)在聚合物中的溶解度对压力和温度的依赖关系,使经过超临界流体过饱和后的聚合物混合体系在冷却过程中,进入热力学不稳定状态,诱导气核形成,进而得到微孔结构。超临界发泡成型技术是一种物理发泡成型技术,同时也是一种微孔发泡成型技术,通常可以将孔径控制在5-100μm,泡孔密度一般为10^9~10^15个/cm^3。
一、超临界流体微孔发泡(Mucell)工艺
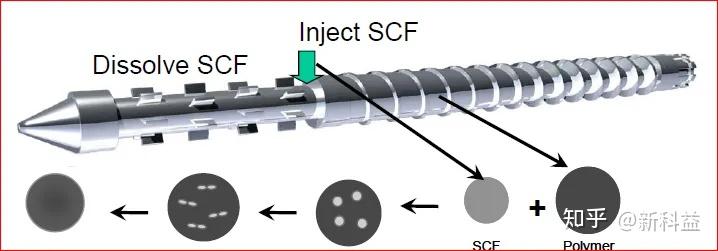
Mucell的四个过程-气体溶解、成核、气泡成长、成型–都须要配备特殊的设备,才可以产生微细的气泡结构。
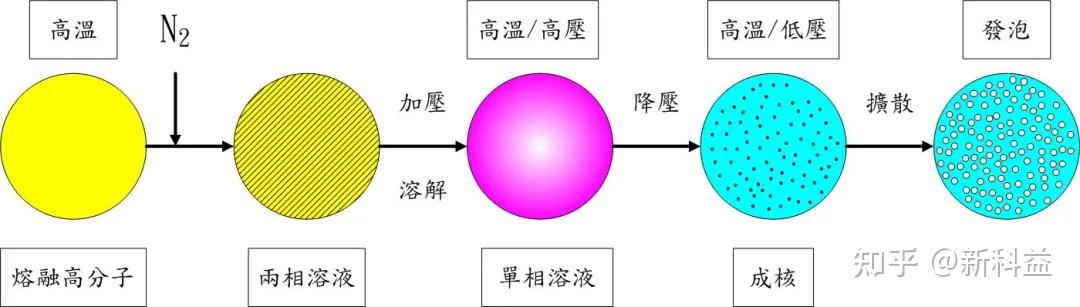 图1 微孔发泡四个过程
图1 微孔发泡四个过程
1. 气体溶解:超临界流体 (SCF)在高压下被注射到料筒内与聚合物熔体混炼成单相熔体,施加的高压使得气体溶解在聚合物熔体中。
2. 成核:单相熔体通过开关式喷嘴注射到温度和压力较低的型腔中,由于温度和压力降低,引发分子的不稳定性,从而在产品内部形成大量的气泡核。
3. 气泡生长:气泡核逐渐长大生成微小的孔洞。
4. 凝固:在发泡工艺期间,模具将持续冷却,从而形成内部孔状结构。结果便会形成泡孔大小为 5-100 微米左右的发泡制品(实际大小取决于工艺条件)。
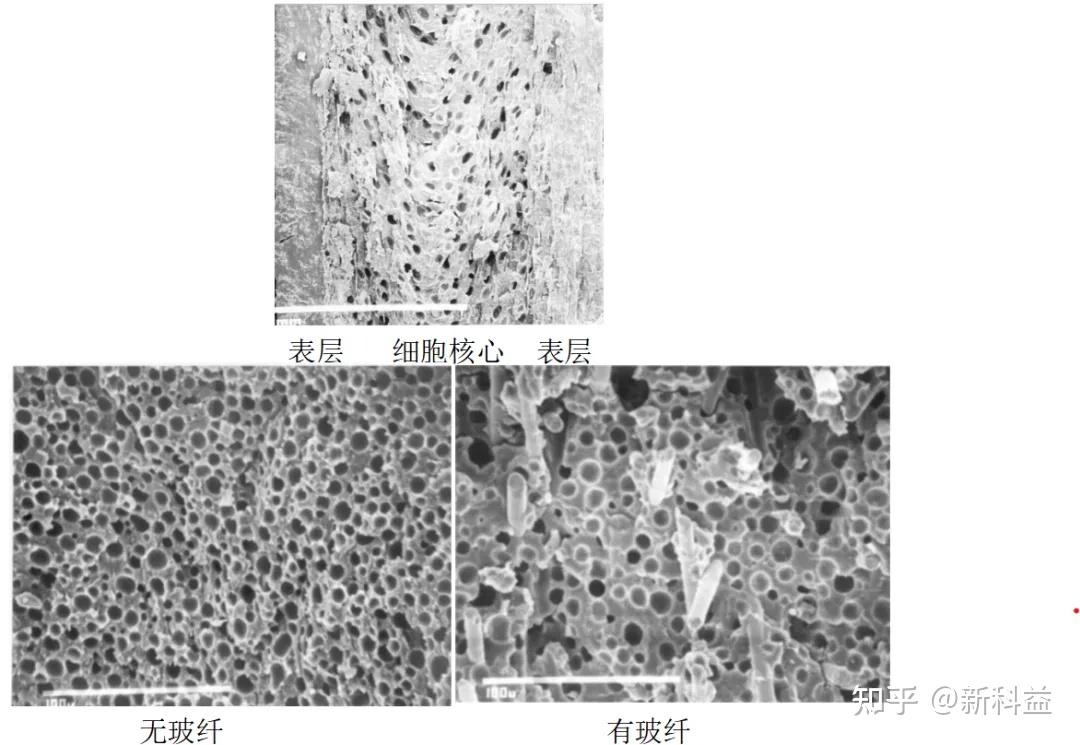
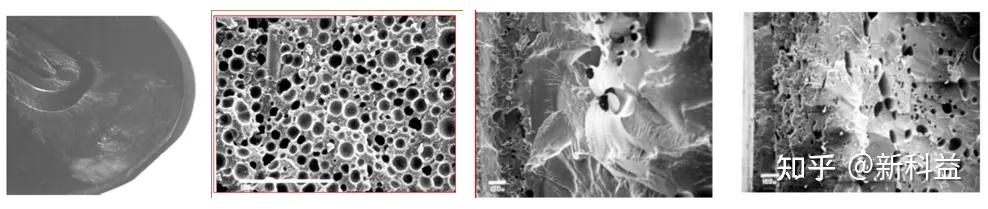
图2 气泡结构
二、超临界流体微孔发泡(Mucell)注射成型的优点
1. 和化学发泡相比,工艺更简单并易于控制
2. 较气辅注射成型,超临界流体微发泡注射成型的产品和模具设计比较容易
3. 剪切应力小,残余应力低,产品不易变形,产品尺寸精准而且稳定
4. 微发泡的融胶黏度低、充填容易
5. 低料温和低模温,冷却时间短,无传统的保压时间,周期时间缩短
6. 型腔内的微泡持续膨胀保压,可避免缩痕和缩孔
7. 压力降小,所须射压和锁模力低
8. 产品减重
三、超临界流体微孔发泡(Mucell)注射成型的缺点
1. 设备特殊并且价格高
2. 表面缺陷,外观质量差
3. 材料性能下降
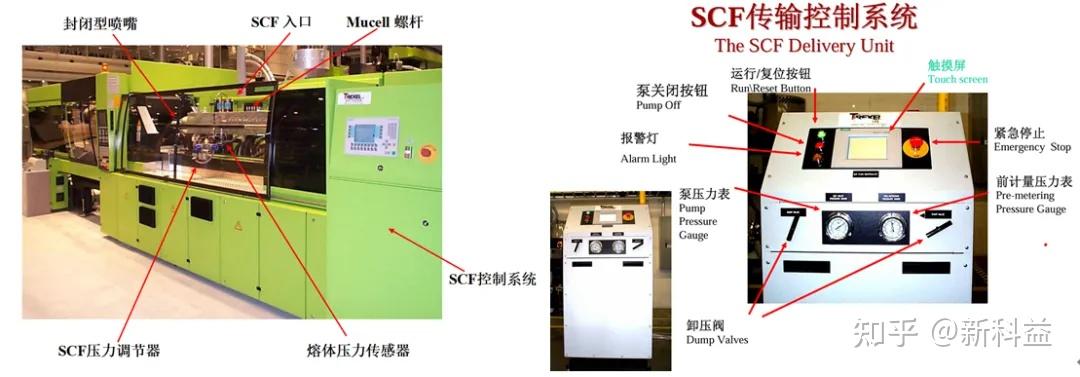
四、微孔发泡(Mucell)注射成型机
图3 微孔发泡注塑机
五、微孔发泡(Mucell)成型问题
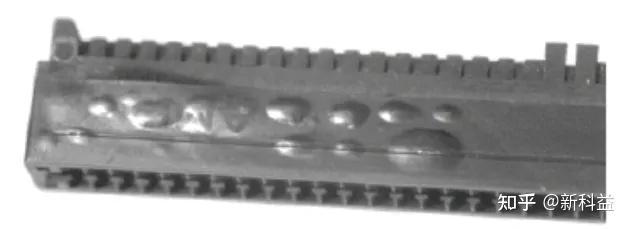
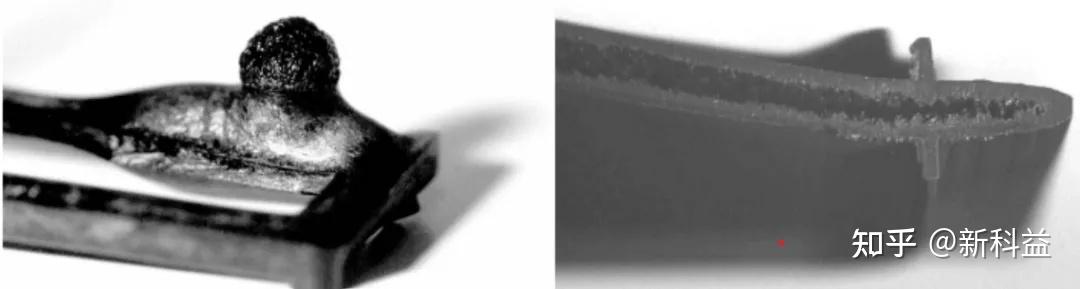
1. 内部气泡:表面变形,形成一个空的或大的泡,表现为厚的表层下有一个光滑的内表面,常在产品的四周随机出现,常见于聚烯烃和无填充的半结晶性材料,由于SCF逸出熔体导致产品出现气泡,可降低压力降,优化SCF剂量、增加有效的混合时间、提高SCF压力
图4 内部气泡
2. 表面气泡:在产品表面的薄壁处形成许多小的气泡,常见于无填充的半结晶性材料,如POM。主要原因是浇口处剪切造成的,可降低注射速率或优化浇口设计
图5 外部气泡
3. 吹破:与内部气泡类似表象,但在其内部或表面具有粗糙气泡结构,不会随机出现,通常在热点处,主要是由于产品在顶出前没有充分冷却,可增加冷却时间,降低温度,消除热点来解决
图6 吹破
4. 表面缺陷:过多的漩涡痕、表面起皱、冷流痕。主要是由于喷射、冷的料流前峰形成冷料引起的。可提高模具温度,降低注射速度,对于加填充的半结晶材料,降低SCF量,对于无定性和无填充的半结晶材料,提高SCF量,浇口放在薄壁处,加强排气,模具表面做皮纹处理等
图7 表面流痕 好的气泡结构 差的气泡结构 差的气泡结构
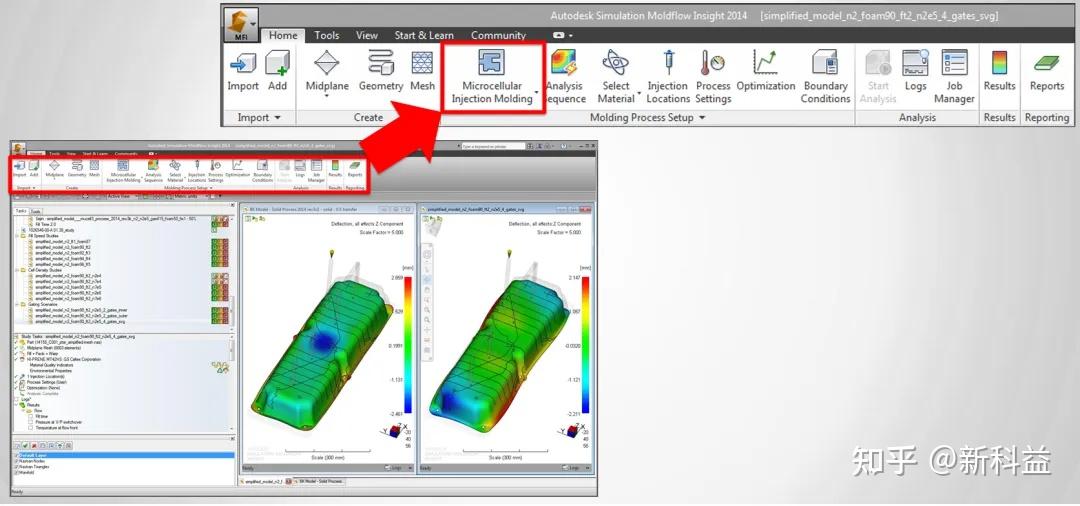
六、基于Moldflow的微孔发泡(Mucell)成型解决方案
1. 设置微孔发泡注射成型分析:单击“主页”选项卡-“成型工艺设置”面板,然后从列表中选择“热塑性塑料微孔发泡注射成型“
图8 微孔发泡(Mucell)成型
1. 建模:材料Hi-Prene MT42HS PP%+Talc
图9 网格及流道设计
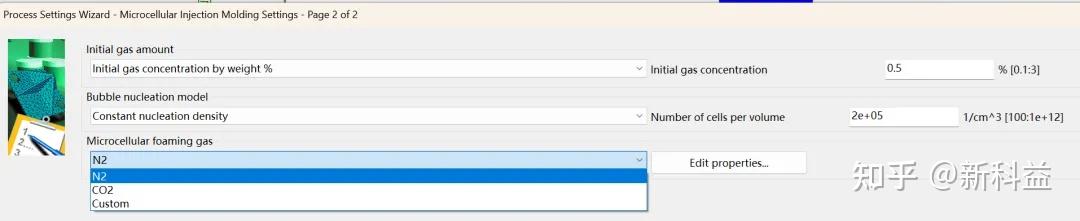
2. 微孔发泡工艺设置:快速注塑,预计减重11%,选择氮气 (N2) 或二氧化碳 (CO2)
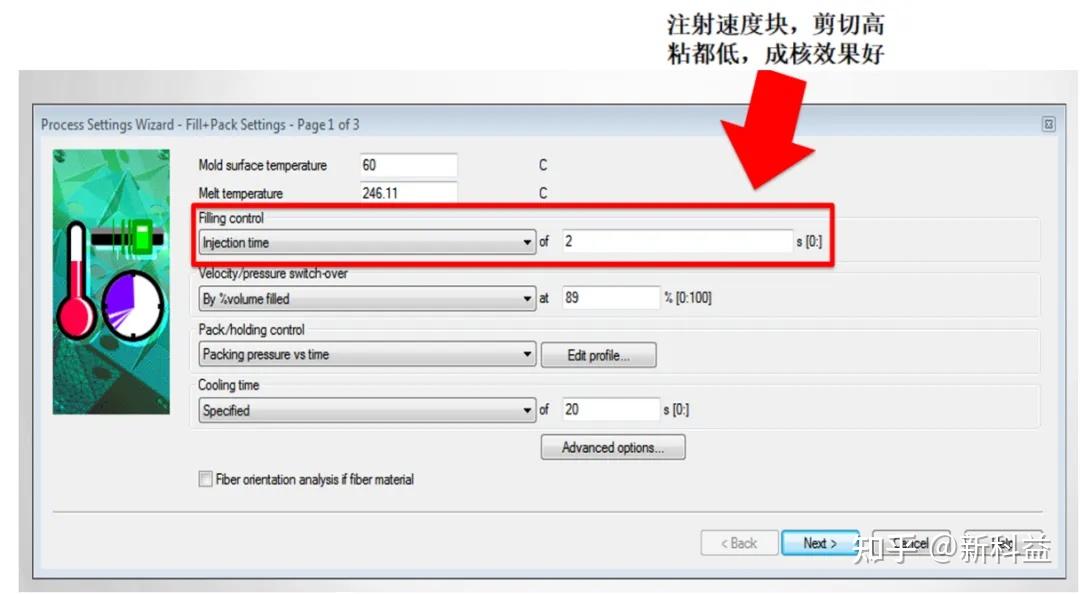
图10 发泡工艺设置
3. 微孔发泡分析结果:
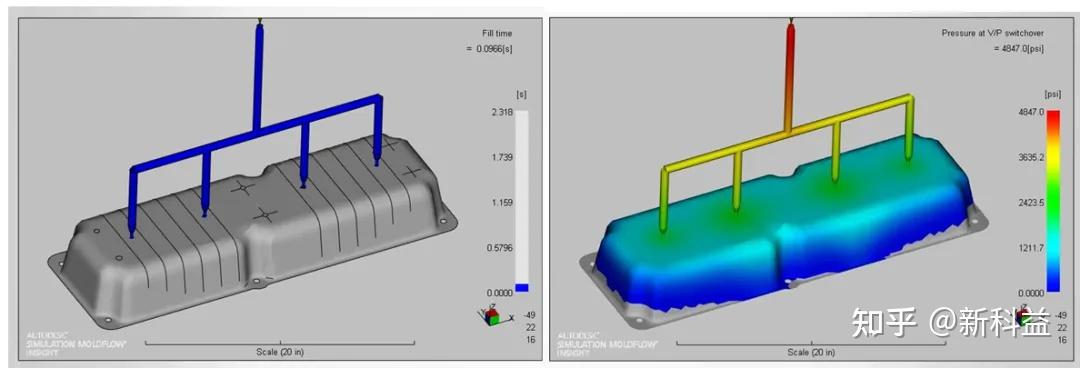
图11 充填结果 图12 注射压力
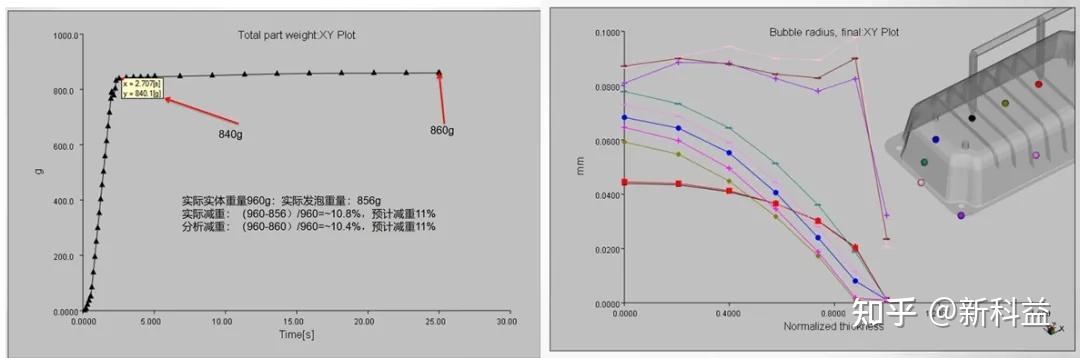
图13 发泡重量 图14 气泡大小(半径)分布
压力高,气泡尺寸小,温度高,气泡尺寸大
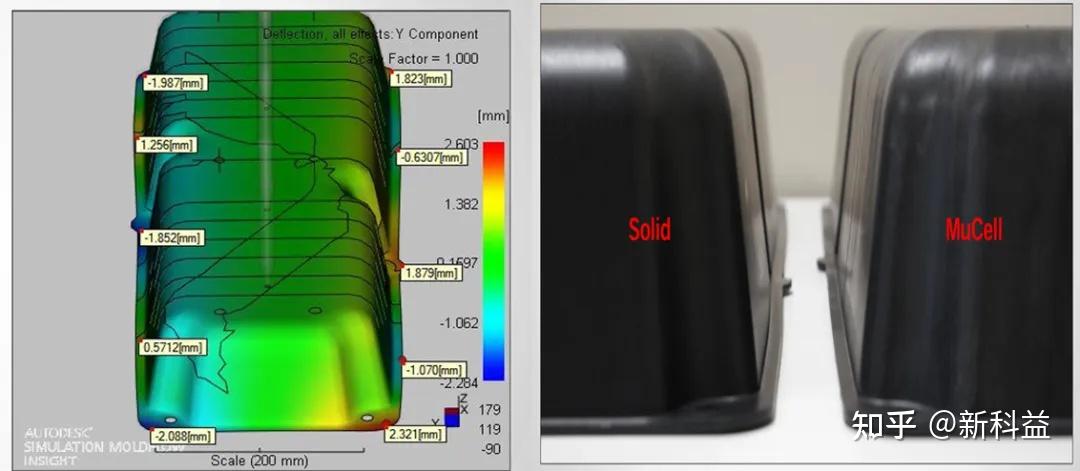
图15 变形结果 |