Qc ----- 热流,W; λ ----- 热导率, W/(m•K);
A ----- 截面积, ㎡; δ ----- 壁厚,m;ΔT ----- 温度梯度,K;
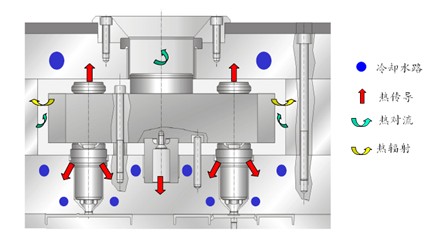
热流道内由于传导作用而引起的热量传递,可以区分为以下两方面:
Ø 热源:分流板加热功率,喷嘴加热功率,如果有必要还有主进胶加热功率。
Ø 热耗:定位环,定位销,压力碟,空气间隙。热耗会导致温度分布不均匀,即所谓的热不平衡。
2) 热对流:对流传递的热量 Qconv = αA(Tw - TA)
Qconv ---- 热流,W α---- 热传递系数,W/(㎡·K)
A ---- 壁面积,㎡ Tw ---- 流体温度,°C TA ---- 壁温,°C
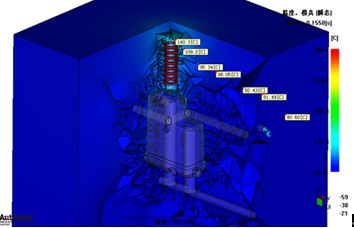
由于分流板中热源产生的热被传递到表面,它与模具板之间的温度梯度,在空气的作用下引起热量对流。