宁波帅特龙集团有限公司-Moldflow预变形案例分享
江连陈 MOLDFLOW担当

一、概述
宁波帅特龙集团有限公司成立于1986年,是一家集设计、研发、制造、销售的汽车零部件企业。经过30年的发展,成为德国奥迪、一汽大众、上海大众、上海通用、广州本田、天津丰田、北京现代、一汽轿车、上海汽车、长城汽车、奇瑞汽车、江淮汽车等汽车制造公司的战略供应商。公司主导产品有电子排档控制器总成、烟灰盒总成、外门手柄总成、内门手柄总成、顶棚拉手总成、饮料杯架总成、储物盒总成、遮阳帘总成等系列产品。目前总资产为9.1亿元,现有员工1600余名。
随着塑料工业发展,人们对塑料制品的外观和使用性能要求越来越高,由于结构的特殊性和成型过程的复杂性,注塑件尺寸精度很难达到。数值(CAE)模拟已经逐渐成为工艺分析和优化设计的有效工具。利用Moldflow软件能够计算出特定工艺条件下制品的较为真实的变形结果,并为注塑成型提供优化的注塑工艺参数。借助于数值化模拟分析的结果,将变形量逆向补偿到产品模型中(预变形),可以使注塑产品的合格率大大提高。
二、宁波帅特龙如何运用Moldflow做预变形
案例一:
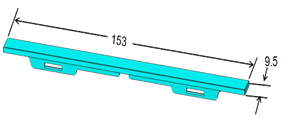 产品名称:装饰条 产品名称:装饰条
产品大小:153mmX9.5mm
产品壁厚:1.5
材料:PMMA(CM-205)
表面要求:高光
产品一出四
开模之前没做Moldflow分析,凭经验就开模,等模具完成,试模时产品变形有2mm左右。通过优化注塑参数和模温,变形始终无法解决。
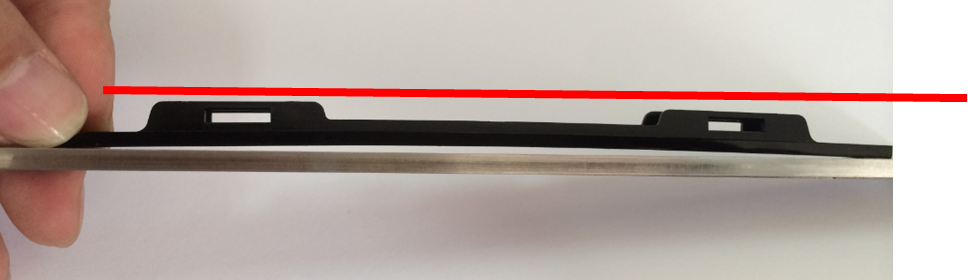
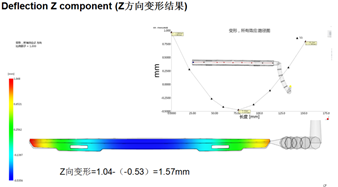
产品成型后变形有2mm左右
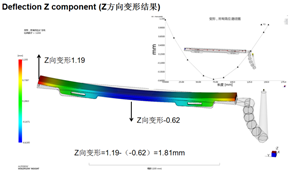
进行Moldflow分析Z向变形1.81mm
改善方案做预变形
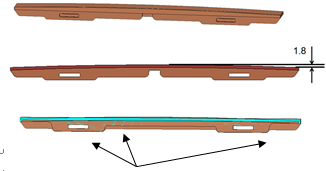
由于模具已经做好,想在目前模具上少修改,预变形只做了A面,卡口位置先不改(对手件可以修改)
进行Moldflow分析结果Z向变形是1.6mm,预变形1.8mm,还有0.2mm误差。
实际产品成型,通过三座标进行测量,产品中间凸0.2mm左右,满足客户公差范围。
案例二:
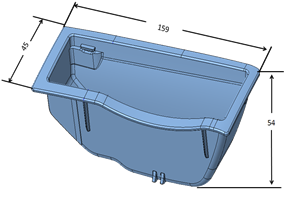
产品名称:烟灰缸
产品大小:159mmX45mm
产品壁厚:2
材料:PA6+GB30 (Schulamid 6 GB 30)舒尔曼
表面要求:细皮纹
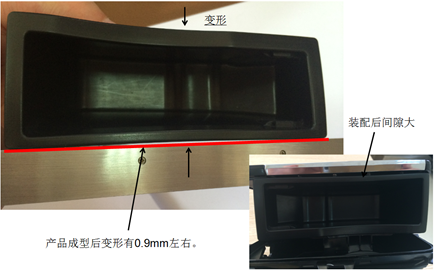
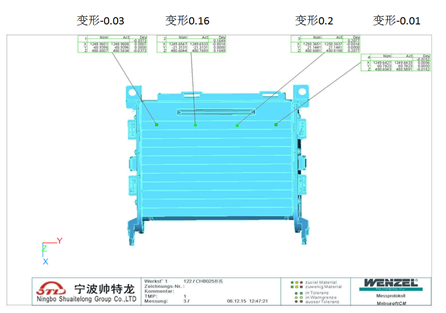
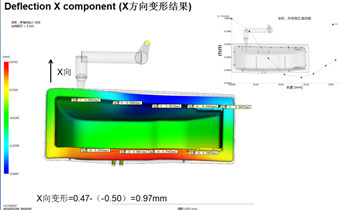
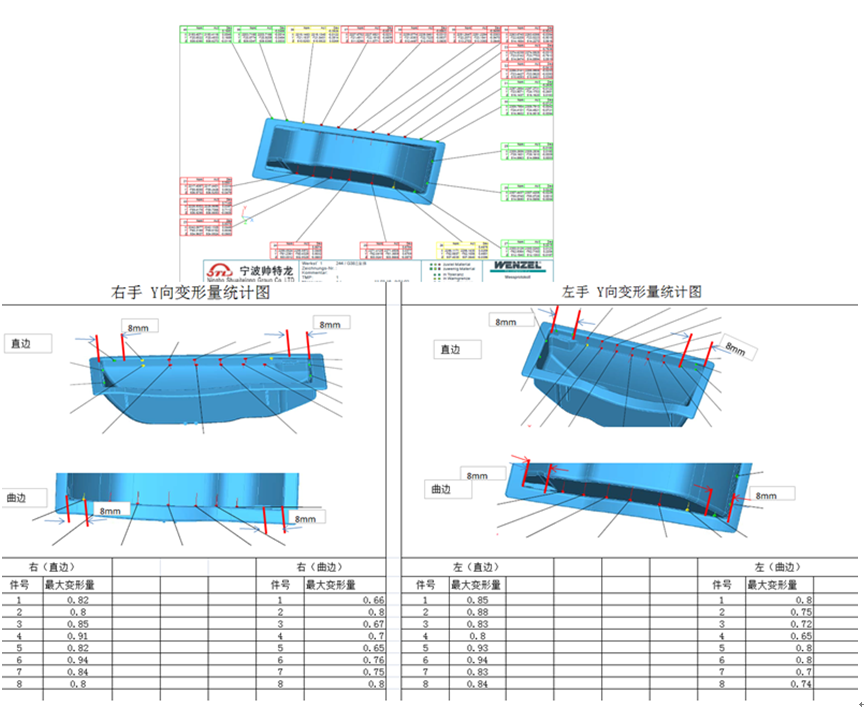
开模之前没做Moldflow分析,凭经验就开模,等模具完成。2侧变形有0.9mm, 通过优化注塑参数和模温,变形始终无法解决。进行Moldflow分析X向变形0.97mm
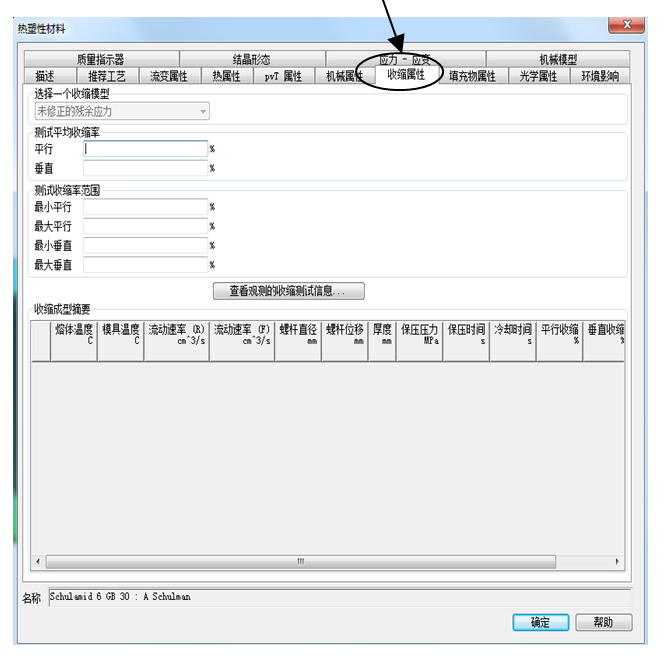
客户指定产品材料:PA6+GB30 (Schulamid 6 GB 30)舒尔曼
该材料的UDB文件里的收缩属性值没有,变形值跟实际有差别。
产品进行三座标进行实测,直边变形0.8-0.94mm,曲边变形0.65-0.8mm。
产品变形始终没发解决,产品成型后靠定型工装来定型,产品合格率低,成型时间长。

改善方案做预变形
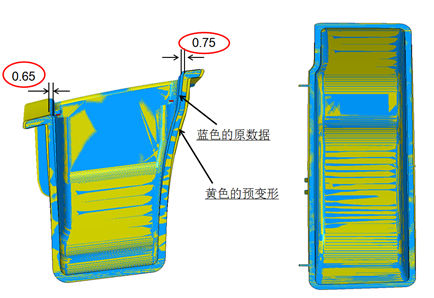
由于该材料的UDB文件里的收缩属性值没有,进行Moldflow分析预变形值跟实际不做对比。
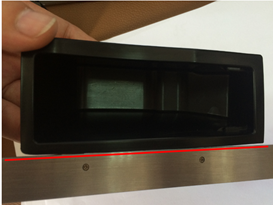 
实际产品成型,通过三座标测量,变形控制在0.15mm。
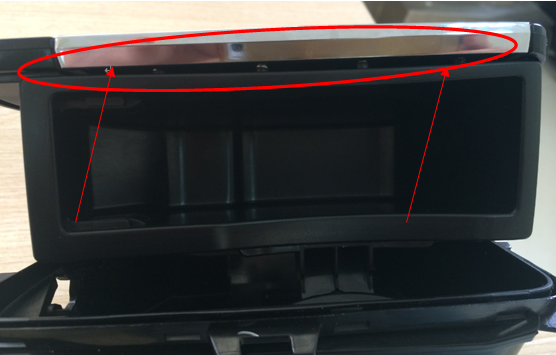
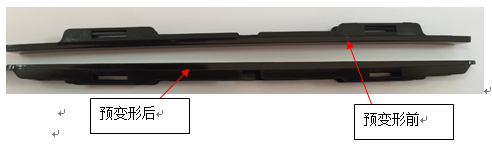
变形前装配
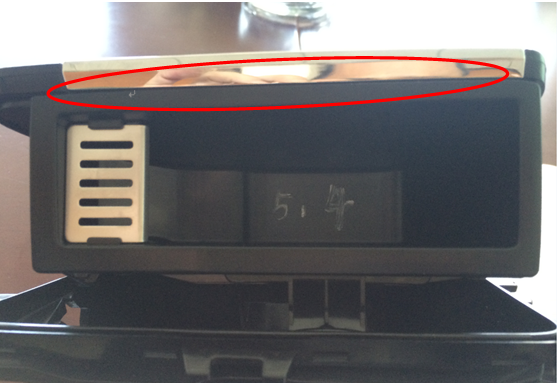
变形后装配
三、总结
1. 使用Moldflow分析结果的变形量,来做预变形,大大提高产品合格率,缩短成型周期,降低成本。
2. 如果UDB文件里的收缩属性值没有,那Moldflow分析的变形值,不能用来产品实际变形值。
| 




