1. Moldflow分析时到底应该用设计模型好还是用模具放过缩水的模型分析好?
2. Moldflow不加收缩补偿看产品的翘曲是不正确的,这句话如何理解?
3. 收缩补偿和锚平面之间什么关系?两者如何用?
针对以上问题,小编做一个详细的汇总和解释,供大家探讨。在这之前我们需要了解Moldflow测量出来的变形的值是如何来的?
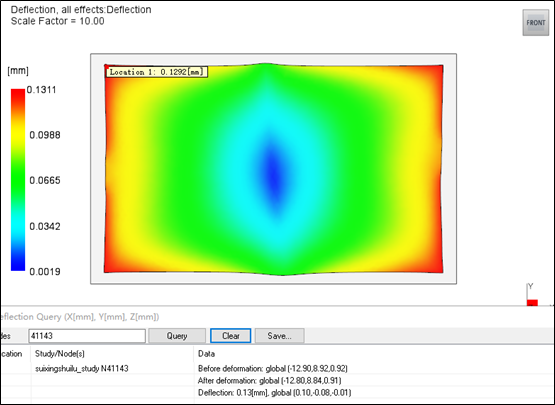
图1 测量一个点的变形值
当我们用检测工具测量某一个点的变形结果时,在弹出对话框中会显示图1中的具体数值。字面理解是变形前一个节点的坐标到变形后的节点坐标之间拉一个向量,向量的总长度就是整体变形结果,而XYZ三个方向的分量就是相应的X方向、Y方向、Z方向三个分量的结果。
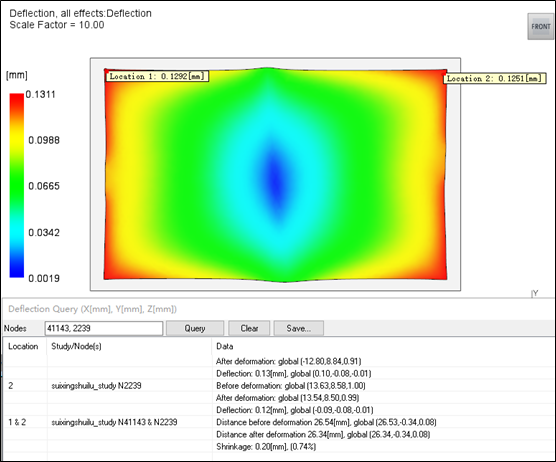
图2 测量两个点的变形
同样,当我们测量两个点的变形时,在弹出对话框中又多了一些信息具体就是多出来两个点之间变形前的距离和变形后的距离以及收缩率。
所以基于以上两个基本的操作,我们大概就能了解软件常规显示给我们的结果的来由。那么这个收缩补偿从何而来?如何理解?
一切的一切都要基于我们的需求:它真正的应用目标是让我们以更简单直观的方式与产品的设计尺寸进行对比,看测量点量出来的数值是否在设计公差范围内。所以它是一种语言,是一种我们看待问题的方式,更是一个平台、一种文化!
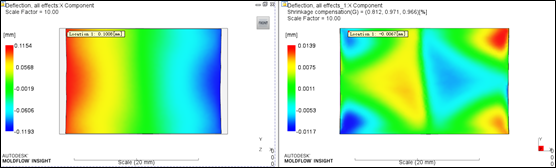
图3 没有收缩补偿和有收缩补偿测量出来的结果对比
从图3中我们可以看到,左侧没有收缩补偿所得的结果是用该值与产品的“原始外形轮廓”的对比,该值包含了正常收缩的部分。右侧有收缩补偿的对比是用该值与产品的“设计尺寸”进行对比,与“设计尺寸”对比偏差了多少,直接测量出来的数据可以作为判断装配间隙大小的尺寸,从来确定该收缩或者形变对于装配后的间隙影响有多大!所以这个方式也是大多数终端客户期望看到的结果。但是对于Moldflow工程师来讲,为了优化产品的翘曲有没有收缩补偿都一样,往往我们更加喜欢直接的带有收缩的结果来看翘曲变形的趋势,因为在比例放大的情况下,该趋势会更加直观和明显。
那么接下来对于单边x方向左侧那条边到底是内凹还是外凸?内凹和外凸的值分别是多少,我们应该如何衡量?
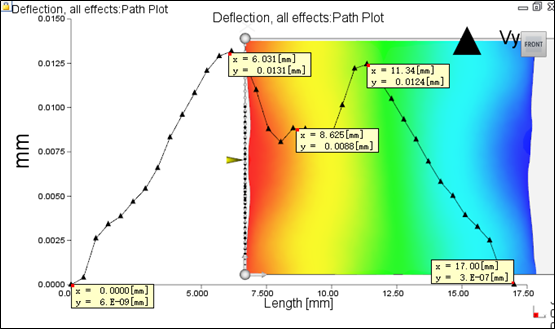
图4 查看单边变形最佳的方法
用路径图叠加阴影图显示的方式然后基于锚平面的放大变形比例我们看到,从上往下,产品变形趋势是整体内凹,且呈现双峰内凹的变形趋势,峰值变形量大约是0.0131mm。该方式是确定产品单边变形的最佳的查看方式。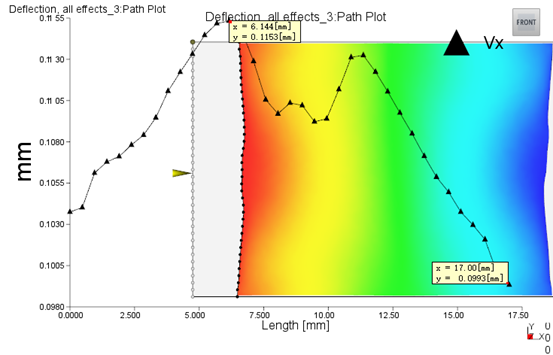
图5 用传统的路径图查看单边内凹变形
那么用传统路径图的方式做下来的曲线是一个什么样的状态呢?首先整体测量下来的值都包含收缩的成分,如果用路径图峰值减去最低值的方式确定单边内凹的值,0.1153-0.0993=0.016比上方图4中测量出来的值0.0131要稍微大一点,该方式相对图4的查看方式精度欠佳,但是可以作为常规的测量手段判断产品某条边沿着x方向的直线度。
好了经过以上几个简单案例的剖析相信大家已经明白常规的查看产品翘曲、收缩、收缩补偿、锚平面的使用等细节了,接下来我们反思一下文章开头的三个问题:
1. Moldflow分析时到底应该用设计模型好还是用模具放过缩水的模型分析好?
其实无所谓,软件给了我们强大的结果后处理功能,用哪个都可以。
2. Moldflow不加收缩补偿看产品的翘曲是不正确的,这句话如何理解?
看用途,基于不同的用途,对结果的处理方式可以不同
3. 收缩补偿和锚平面之间什么关系?两者如何用?
两种都是我们对moldflow翘曲结果的后处理方式,不会改变产品的空间形态但是会影响我们对结果的判断,要根据实际用途来区别对待。
注:收缩补偿功能目前不适合一模多腔或者家族模具,建议在单个产品上使用该功能。
| 




