保压是什么?注塑机操作中,射胶动作完成后,螺杆继续保持一定的压力保持不变几秒钟,已得到饱满,没有收缩现象的产品。
保压的目的在于补偿充填阶段未能完全充满模腔的熔胶量。在进行保压分析设置时,通常需要设置两部分,保压曲线及冷却时间。
一、Moldflow保压设定的类型
Moldflow中保压曲线的设置方法主要有以下五种:
-自动
-%填充压力与时间
-保压压力与时间
-液压压力与时间
-%最大注塑机压力与时间
其中最常用的是保压压力与时间的设置,如下图所示,左边是保压曲线输入对话框,右图为所生成的保压压力曲线图。
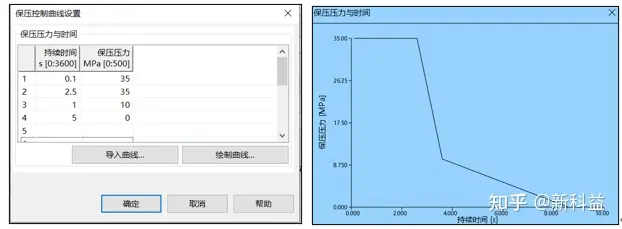
设置保压曲线需要两个输入,即持续时间以及压力。以上曲线解释为:
-压力将用0.1s的时间从V/P切换压力变为35Mpa.
-将以35Mpa的压力保持2.5s的时间。
-压力将在1s的时间内下降至10Mpa。
-压力将在5s的时间内下降至0Mpa。
与射出速度相同,保压各段的压力切换出会受到机台响应时间的影响,当切换到下一段压力时,机台通常会有时间延迟的现象,而分析时也需要考虑压力的响应变化,设置方式有以下几种:
-对持续时间输入0,使用默认的注塑机响应时间。默认的注塑机响应时间非常小,会导致曲线与实际不符。
-对持续时间输入0,并将默认的注塑机响应时间改为实际注塑机响应时间。
-在保压曲线的持续时间设置中输入真实的响应时间。
优化保压曲线的过程具有迭代性,需要经过多组分析,尽可能的使制品内形成均匀的体积收缩率分布。接下来我们来看看,如何确定初始的保压压力及确定初始保压时间。
二、确定初始的保压压力
所使用的最大保压压力不应超过注塑机的锁模力限制,因此在评估初始保压压力时,
可通过机台锁模力来评估。

Pmax=可以使用的最大保压压力
0.8=使用注塑机台最大锁模力的80%
通过计算可得出最大可使用的保压压力,如果计算得出保压压力为75Mpa,V/P切换压力为50Mpa,那么我们可以选择小于75Mpa的压力来保压。
三、确定初始保压时间
运行初始保压分析时应具有恒定的压力以及较长的保压时间,以确保浇口在应用压力的情况下冻结。保压时间可以通过两种方式来确定,如下:
- 如果已运行冷却分析,且周期时间按照注射+保压+冷却(IPC)的总和以及工艺设置中冷却页面上的开模时间定义。可以将初始保压时间设置为IPC时间减去第一个流动分析的V/P切换时间。
- 如果没有运行冷却分析,可使用填充结果中的达到顶出温度的时间来估算初始保压时间。在完成初始保压分析之后,即可检查浇口冻结时间并根据需要调整保压时间。
四、运行第一次保压分析
通过第一次保压分析结果,可以估算出制品保压所需的有效的持续时间。通常情况下,浇口冻结后无法通过保压继续补缩,因此我们需要评估浇口冻结时间。
五、确定浇口冻结时间
浇口冻结时间取决于三种不同的方法。零件总重量图和冻结层因子这两个结果适用于所有网格类型。温度结果仅适用于3D网格。
5.1零件总重量图
零件总重量结果仅基于零件,与浇注系统无关。对于所有网格类型,该结果不考虑柱体单元。对于3D网格,如果方案中包含四面体的流道,应将属性改为热流道或者冷流道。零件总重量结果不是默认结果,要显示结果,需要创建新图。创建方式如下:
- 单击“结果”选项卡 > “图形”面板> “新建图形”>“图形”。
- 在“可用结果”列表中选择“零件总重量:XY图”。
- 单击“确定”。
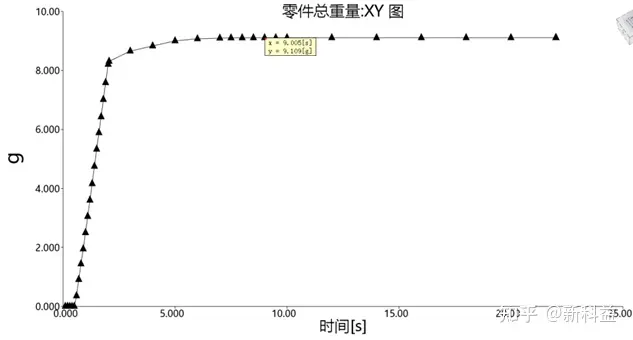
要确定浇口冻结时间,可以查找线变水平的时间,零件重量不发生变化,浇口冻结。
用查找出的时间减去V/P切换的时间,即保压有效持续时间。
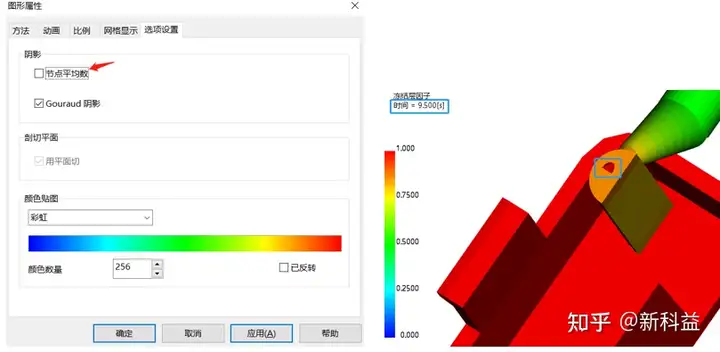
5.2 冻结层因子
冻结层因子图用于确定浇口冻结时间。如下图所示,通过播放动画,当浇口冻结层因子变为1时,所显示的时间为浇口冻结时间,减去V/P切换的时间,即保压有效持续时间。为了更好的查看结果,对于双层面网格,可在图形属性中关闭节点平均数,如下图所示:
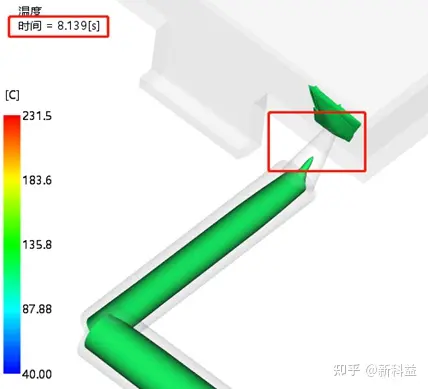
5.3 温度
对于3D零件,温度图也可用于确定浇口冻结时间。设置该图最好的方法是在图形属性的方法中改为等值线显示,将等值线设置为单一等值线,将等值线值设置为转变温度。此时,结果为时间动画,当零件和浇口分离时,浇口冻结,减去V/P切换的时间,即保压有效持续时间。
六、小结
冻结层因子结果也适用于3D网格,因此可以使用多种方法确定浇口冻结时间。要提高浇口冻结时间的预测精度,应在保压过程中增加中间结果的数量,以便时间段之间的时间差可以小一些,可参考之前发布过的文章。对于所有网格类型,“零件总重量:XY图”是确定浇口冻结的一个有力复查工具。
| 




